
工业管道焊接技术
上海商美邦合金集团
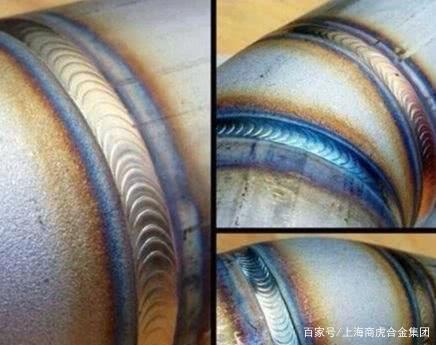
轻工业管线的安装、冲压的主要标准是GB50235—1997《轻工业金属管线工程工程施工及环评规范》。化工、石油、机械、电力等行业的碳素钢、合金钢、钢制、有色金属等材质的轻工业管线的冲压工程施工及环评均应按照该标准执行。 一、轻工业管线的PG 轻工业管线可按结构设计阻力的产品名称展开PG: 1.真空管线:结构设计阻力 < 0 Mpa 2.低压管线:结构设计阻力 > 0 Mpa;≤ 1.6 Mpa; 3.中压管线:结构设计阻力 > 1.6 Mpa;≤ 10 Mpa; 4.高速旋转管线:结构设计阻力 > 10 Mpa。 二、轻工业管线冲压工艺控制技术方式 1.spinning spinning是轻工业管线冲压中使用较广的一种方式。spinning的特征是设备简单,闪电对硝酸锶的阻力及闪电能率调节比较方便,焊炬在较窄的空间内操作方式也较难,冲压操作过程中硝酸锶及尺寸较易控制,可展开各种位置冲压,背面难成形,特别适用于于薄壁管的冲压。在燃煤、阻力容器制造中,主要冲压碳钢和玻璃钢管线。spinning的缺点是制造工作效率低,形变大,spinning闪电对硝酸锶为保护极差,难造成硝酸锶金属氧化,再次出现气孔、夹渣等瑕疵。所以沟槽产品质量极差,适应不了高速旋转高强度管线的冲压。因此,在阻力管线工程施工中,实际上已经极少应用spinning工艺控制技术,而逐步由铜焊耐腐蚀、液体为保护焊、激光焊等其他THF1方式所代替。 2.铜焊耐腐蚀 铜焊耐腐蚀是广泛应用的方式,在冲压反装甲钢管实心焊单面成形中发挥着重要的作用。铜焊耐腐蚀选用断弧法或连弧法,在管线外面冲压,使毛细管内表面自由形成沟槽,达到全熔透的控制技术要求。冲压操作过程中钳工全神贯注,双目盯住硝酸锶变化,耳听响声,及时灵活运条并注意操作方式手势。 铜焊耐腐蚀制造工作效率低,工作量高,冲压产品质量受钳工控制技术水平、环境等因素负面影响,冲压产品质量不稳定。 3.钨极氩焊 钨极氩焊这种方式又称TIG焊,选用钨极氩焊展开反装甲管冲压腮红,产品质量较好,其缺点是制造工作效率低,成本高。 4.手动埋焊 手动埋焊是公差中的首选工艺控制技术。它可以选用较大的冲压参数,冲压电流大,熔W7J,较厚件也可选用I型坡口,这种工艺控制技术的制造工作效率高。由于是机械操作方式,人员只需操作方式机器,工作量低,产品质量稳定,适用于于大批量同一类型接点形式的冲压。手动埋焊的特征是只能冲压平焊、斑球焊、或者沟槽的倾斜度很小。 5.甲烷液体为保护焊 甲烷液体为保护焊最大的特征是可以实现全位置冲压,非常适合冲压管线。其冲压成本只有铜焊耐腐蚀的30%~50%,而制造工作效率是铜焊耐腐蚀的2~3倍,选用陶瓷衬垫可以实现实心焊单面成形。 各种冲压方式有缺点也有缺点,取其缺点,综合运用,就是复合冲压;例如,选用钨极氩焊腮红,然后用铜焊耐腐蚀展开充填焊及Daye焊;对于厚壁管可用钨极氩焊腮红,铜焊耐腐蚀充填,或用手动埋焊充填,可取得较好的效果。 6.激光焊 激光焊是利用激光弧作为热源展开管线冲压的一种方式。它的特征是温度高,通常可达16000~33000℃;速度高,可达300~100 m/s;能量密度大,可达480 kW/cm2,一场熔透深度大。激光专用公差机,对于8mm厚的毛细管,可对I形坡口一场焊透,已用于电站燃煤的管线冲压。 三、上油线冲压 1.上油线冲压特征 莱氏体钢制具备良好的耐蚀性、塑性和韧性。它的冲压性良好;不会发生任何退火通气;极少再次出现冷裂缝。由于热胀冷缩特别大,造成冲压形变大,沟槽加热时收缩形变大,可能再次出现形变腐蚀破坏现象、475℃差排、σ相分离出来差排、晶间腐蚀等瑕疵。 马氏体型钢制,具备强烈的淬硬偏激,难再次出现冷裂缝,冲压接点受热超过1150℃区域,孔隙显著长大成人,过快太慢的加热速度可能引起接点差排,具备475℃差排偏激。 电感型钢制不会发生退火通气现象。当加热高于950℃,沟槽及热负面影响区孔隙严重长大成人,无法用焊后热处理细化孔隙。难再次出现475℃差排及σ相分离出来差排。600℃以上短时加热后空冷可消除475℃差排,加热到930~980℃急冷可消除σ相分离出来差排。 2.莱氏体上油线冲压控制技术 1)铜焊耐腐蚀控制技术要求 适用于于冲压厚度大于3mm以上壁厚的上油线及其特征是热负面影响区窄,易于保证冲压产品质量。一般选用直流LX1,窄焊道冲压。冲压操作过程中尽量不摆动,一场焊成的焊道宽度不大于3~4倍铜焊直径,短焊、收弧要慢,填满弧坑。与腐蚀介质接的触焊层最后冲压。若选用多层焊,每层厚度小于3mm,层间焊渣彻底清除,一层冲压后,待加热至室温再焊下一层;焊后可选用水冷、风冷等措施促使强制加热,以缩短冲压区在450~850℃的停留时间。焊后宜用冷加工矫正冲压部位引燃电弧,冲压时要防止晶间腐蚀、475℃差排、σ相分离出来差排、刀状腐蚀。不能用强制拘束的办法组装,注意冲压顺序,防止接点产生较大的残余形变。 2)手动埋焊控制技术要求 埋焊为保护效果较好,没有飞溅,可用大电流冲压,制造工作效率高,工艺控制技术稳定,沟槽成分和组织均匀,接点耐腐蚀性高。但由于冲压热输入量大,硝酸锶大,热负面影响区宽,加热速度慢,促进元素偏析、沟槽接点组织易过热,故而对热裂敏感性较大,25-20型钢制不适用于埋焊。 手动埋焊在阻力容器及管线制造中,适用于于焊钢制以及-40℃和-70℃低温钢等材料,特别适合焊中、厚钢板的管线。 冲压电源极性为直流LX1,要求控制母材的稀释低于40%,以便获得含4%~10%电感的致密沟槽,为防止烧穿,常用冲压垫(纯铜板垫)或用铜焊耐腐蚀腮红,当使用钨极氢焊腮红时,可使实心焊的根部成形良好。 3)钨极氩焊控制技术要点 钨极氩焊适用于于冲压0.5~0.3mm厚度的工件,为保护效果优良。沟槽成形美观。冲压控制技术工艺控制技术要点: (1)适用于于冲压厚度3mm以下的薄板结构,冲压时可不加焊丝; (2)可用于管子接点的腮红焊。展开正面腮红焊时,应选择较大坡口和较小钝边,保证焊透。 (3)冲压电源选用直流正接、钨极选用铈钨极; (4)薄板冲压最大的难点是形变较大,难烧穿,可选用脉冲钨极氩焊电源,以控制热输入。 4)熔化极氩焊控制技术要点 适用于于冲压厚度大于3mm厚的工件,制造工作效率高。冲压厚板选用射流过渡,直流LX1,焊丝直径1.2~2.4mm,混合液体98%Ar+2%O2。适用于于冲压大于6.5mm的莱氏体钢制。冲压薄板选用短路过渡,混合液体97.5%Ar+2.5%CO2,焊丝直径0.8mm。冲压时背面焊道表面应用氩气为保护,防止背面焊道表面氧化及获得良好的成形。 5)激光焊控制技术要点 激光焊是利用高能量密度的冲压方式。温度高、能量集中、熔透深,可用I形坡口实心焊单面成形,尤其适合于焊钢制板对接及上油子对接。 2.电感上油线冲压 电感类钢制包括0Cr13 ,Cr17 ,Cr17Ti ,Cr25Ti ,Cr28,Cr28Ti等。 (1)电感钢制不能热处理强化。它的力学性能、抗腐蚀性能以及冲压性能比莱氏体钢制差。它的缺点是抗氧化性好,成本低,抗形变腐蚀开裂性能比莱氏体钢制好。 (2)这类钢在加热和加热操作过程中不发生相变,没有退火通气现象。 (3)加热到950℃以上的部分,例如沟槽及热负面影响区,孔隙长大成人相当严重,且不能用焊后热处理办法使粗大的孔隙细化。接点韧性降低。 (4)沟槽及热负面影响区在400~600℃温度区间停留,难再次出现475℃差排。冲压时,必须密切关注上述两个敏感温度区的加热和加热速度。 (5)600℃以上短时加热后空冷可以消除475℃差排;加热到930~980℃急冷,可消除σ相分离出来差排。 (6)超高纯电感钢制在1100℃水淬后,与普通电感钢制不同,腐蚀率很低,不产生晶间腐蚀;在1100℃空冷,晶界上有碳、氮化合物分离出来,则晶间腐蚀严重;在900℃保温,分离出来物聚集长大成人并变得不连续,但没有晶间腐蚀;在600℃短时保温,晶界上有分离出来物,可能产生晶间腐蚀;在600℃长时保温,晶界上虽有分离出来物,但消除了晶间腐蚀。普通高铬电感钢制冲压热负面影响区,由于受到热循环高温作用,产生敏化,在强氧化性酸中产生晶间腐蚀,位置在邻近沟槽的高温区,焊后经700~850℃退火处理,使铬均匀化,可恢复其耐蚀性。 3.马氏体类上油线冲压 马氏体钢制包括:1Cr13 和2Cr13、热强马氏体钢制2CrWMoV、2Cr12MoV、以及超低碳复相马氏体钢制0.01C-13 Cr-7Ni-3Si、0.03C-12.5Cr-4Ni-0.3Ti、0.03C-12.5Cr-5.3Ni-0.3Mo等。 马氏体钢制冲压特征: 普通1Cr13钢,热强马氏体钢制有脆硬偏激,含碳量越高,脆性偏激越大。因此冲压马氏体钢制时,常见的瑕疵是热负面影响区差排和冷裂缝。 (1)热负面影响区差排。马氏体钢制具备较大的孔隙长大成人偏激。这与加热速度有关。当加热速度较小时,冲压热负面影响区再次出现粗大的电感和碳化合物;当加热速度较大时,热负面影响区再次出现通气偏激,形成粗大的马氏体。因此,冲压时必须有效地控制加热速度。 (2)有强烈的淬硬偏激。含碳量越高,淬硬偏激越大。由于导热性差,残余形变较大。当沟槽中含氧量较高时,会产生危险的氢致延迟裂缝。 (3)冲压接点中受热超过1150℃的区域孔隙长大成人显著,过快或太慢的加热速度均可能引起接点差排。 (4)马氏体钢制也会产生475℃差排。 (5)晶间腐蚀偏激较小。 4.电感—莱氏体双相上油线冲压 电感—莱氏体双相钢制具备良好的冲压性,不预热,不后热,均不会再次出现冲压裂缝。无Ni或低Ni双相钢制热负面影响区有单相电感及孔隙粗化的偏激。双相钢制中电感占的比例很大,因此也会再次出现475℃差排现象。高铬双相钢制中将产生显著的σ相分离出来差排现象。 典型的电感—莱氏体双相钢制有: (1)Cr18型:18-5、18-5Nb、3RE60(瑞典)等; (2)Cr21型:0Cr21Ni5Ti、0Cr21Ni6Mo2Ti、SAF2205(瑞典)等; (3)Cr25型:00Cr25Ni5Ti、00Cr26NiMo2Ti、SUS329J1(日本)、IN44(美)、DP3(美)、ZERON(美)。 四、钛合金管线冲压 钛对氧、氮、氢等液体有很强的亲和力,因此对冲压区必须采取良好的为保护措施,以确保冲压硝酸锶及温度超过350℃的热负面影响区正反面与空气隔绝。此外,沟槽背面应通氩为保护。当沟槽正面已脱离喷嘴时,处在350℃以上的沟槽和热负面影响区表面,仍需继续为保护。制造上常选用通有氩气的托罩,托罩长100~180mm,宽30~40mm,具体尺寸可按工件形状、板厚及工艺控制技术参数确定。结合管线冲压的特征,可以结构设计管线对接环沟槽的托罩。 五、镍合金管线冲压 镍及镍合金冲压时,由于S、Si等杂质在硝酸锶形成Ni-NiS等低熔点共晶及脆性硅酸盐薄膜,促使沟槽产生热裂缝。以铝、钛为主要合金元素的沉淀通气合金,若焊后的残余形变较大,在时效操作过程中或工件温度高于时效温度时,易产生应变-实效裂缝,有些耐热合金易产生热负面影响区显微裂缝。镍及镍合金流动性差,溶深小,不宜选用大电流冲压。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~