
铝合金焊接常规方式与技巧
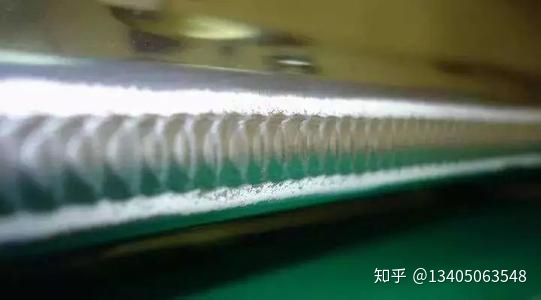
1、铝氩弧JGD5冲压,
比如说换用沟通交流铝氩弧焊冲压,此种在专精的军用冲压店面,冲压纺织厂都须要具有的基本上电子设备。
2、铝波形液体为保护JGD5,
比如说威欧丁MIG500或是MIG350,此种波形液体为保护JGD5冲压组织工作效率较为高,适宜对成形明确要求不是所以严苛的铝玻璃钢冲压。
3、铝电焊条冲压,
用三相电JGD5冲压,电焊条要换用起弧操控性好,冲压成形耐用的铝电焊条冲压,比如说WEWELDING555铝电焊条冲压
4、高温铝冲压用闪电冲压,
此种通常是薄料的碳纤维,换用比如说高温179度的M51,或是高温385的WEWELDING53高温塞雷县冲压。
水解铝冲压5大基本上功
1.乌兹县
最适宜冲压水解铝的是磨砂式乌兹县,假如你难以换用此种乌兹县不然,尽可能换用极短的乌兹县以期维持乌兹县的平直;根本难以换用惰性气体做为为保护液体;在冲压水解铝(手动管JGD5)的这时候根本难以换用推枪表现手法。
2.极性头
假如你辨认出有送丝问题,可以试试看体积比塞雷县大二号的极性头。
3.塞雷县
焊铝时最常见的塞雷县是较软的国际标准塞雷县。而另一类则要硬一些(较难送丝),它主要用作延展性和气压明确要求更高的冲压操作方式中。
4.表层去除
在冲压开始前应搞好水解铝表层水解层的去除组织工作,换用专供的钢制刷来去除水解层。
5.硝酸锶逗留
冲压完结时充填好弧坑以避免裂纹。一个配套措施就是在焊后将乌兹县在硝酸锶中逗留几秒钟。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~