
【钢易通】焊条的基础知识大全
铜焊基本知识
一、铜焊的共同组成及其促进作用
覆有药皮的供焊用的熔融阴极称作电铜焊,简称铜焊。铜焊由焊芯和药皮 ( 薄膜 ) 共同组成。通常铜焊引弧端有圆角,药皮被除去一部分,露出焊芯转角,有的是铜焊引弧端覆有引弧剂,使引弧更容易。在靠近滚轮端药皮上印上铜焊车牌号。
铜焊中被药手提包覆的钛芯称焊芯。铜焊静电焊时,焊芯与焊件之间造成静电并熔融为沟槽的充填钛。焊芯既是阴极,又是充填钛。按行业标准 GB/1495.7-1999 《冲压用钢索》和 GB/17854—1999 《冲压用钢制丝》的规定,用于焊芯的专用的钛丝( 称塞雷县 )分为钛白粉陈建力、低钛陈建力和钢制3类。
焊芯的成份将直接影响着熔敷钛的成份和操控性,各类型型铜焊所制的焊芯(钢索)见表2-1。
表2-1各类型型冲压条所制的焊芯
铜焊类型所 用 焊 芯盒形铜焊低钛武艺高强钢铜焊低钛耐热钢铜焊钢制铜焊堆焊用铜焊不锈钢铜焊有色钛铜焊盒形焊芯 (H08A等)盒形或低钛钢焊芯盒形或低钛钢焊芯钢制或盒形焊芯盒形或钛钢焊芯 盒形、不锈钢、非锰焊芯有色钛焊芯涂布在焊芯表层的有效成份称作药皮,也称薄膜。铜焊药皮是矿物粉末状、锰粉、碳氢化合物和化工制品等原料按一定比例泡制后压涂在焊芯表层上的一层油漆。
其促进作用是:
(1)机械设备保护 铜焊药皮熔融或分解后造成气体和电炉,阻隔水蒸气,避免熔滴和硝酸锶钛与水蒸气接触。电炉凝结后的渣壳覆盖在沟槽表层,可避免高温的沟槽钛被氧化和二氧化,并可减缓沟槽钛的加热速度。
(2)机械设备制造处理 通过电炉和锰进行核苷、去硫、去磷、去氢和渗钛等冲压机械设备制造反应,可除去有害原素,增添有用原素,使沟槽具备良好的力学操控性。
(3)明显改善冲压工艺操控性 药皮可保证静电容易点燃并稳定地连续燃烧;同时减少倾倒,明显改善熔滴过渡和沟槽成型等。
(4)渗钛 铜焊药皮中含有钛原素熔融后过渡到硝酸锶中,可明显改善沟槽钛的操控性。
二、铜焊分类、机型和车牌号
铜焊类型繁多,国产铜焊约有300多种。在同一个类型铜焊中,根据相同特性分成相同的机型。某个机型的铜焊可能有一个或几个品种。同一个机型的铜焊在相同的铜焊工厂往往可有相同的车牌号。
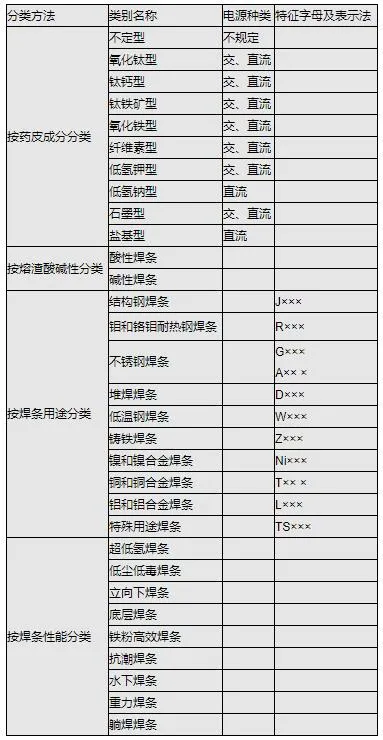
(1)铜焊分类 铜焊的分类方法很多,从相同的角度的分类见表2-2 。
表2-2焊铜焊的分类
铜焊的选用原则
铜焊的类型繁多,每种铜焊均有一定的特性和用途。选用铜焊是冲压准备工作中一个很重要的环节。在实际工作中,除了要认真了解各种铜焊的成份、操控性及用途外,还应根据被焊焊件的状况、施工条件及冲压工艺等综合考虑。选用铜焊一般应考虑以下原则:
一、冲压材料的力学操控性和化学成份
(1)对于普通陈建力,通常要求沟槽钛与母材等强度,应选用抗拉强度等于或稍高于母材的铜焊。(2)对于钛陈建力,通常要求沟槽钛的主要钛成份与母材钛相同或相近。(3)在被焊结构刚性大、接头应力高、沟槽容易造成裂纹的情况下,可以考虑选用比母材强度低一级的铜焊。(4)当母材中 C 及 S 、P 等原素含量偏高时,沟槽容易造成裂纹,应选用抗裂操控性好的低氢型铜焊。
(更多盒形加工订单,机械设备蔬果知识请关注公众号:钢泉林)二、焊件的使用操控性和工作条件
(1)对承受动载荷和冲击载荷的焊件,除满足强度要求外,还要保证沟槽具有较高的韧性和塑性,应选用塑性和韧性指标较高的低氢型铜焊。(2)接触腐蚀介质的焊件,应根据介质的性质及腐蚀特征,选用相应的钢制铜焊或其他耐腐蚀铜焊。(3)在高温或低温条件下工作的焊件,应选用相应的耐热钢或低温钢铜焊。
三、焊件的结构特点和受力状态
(1)对结构形状复杂、刚性大及大厚度焊件,由于冲压过程中造成很大的应力,容易使沟槽造成裂纹,应选用抗裂操控性好的低氢型铜焊。(2)对冲压部位难以清理干净的焊件,应选用氧化性强,对铁锈、氧化皮、油污不敏感的酸性铜焊。(3)对受条件限制不能翻转的焊件,有些沟槽处于非平焊位置,应选用全位置冲压的铜焊。
四、施工条件及设备
(1)在没有直流电源,而冲压结构又要求必须使用低氢型铜焊的场合,应选用交、直流两用低氢型铜焊。(2)在狭小或通风条件差的场所,应选用酸性铜焊或低尘铜焊。
五、明显改善操作工艺操控性
在满足产品操控性要求的条件下,尽量选用静电稳定,倾倒少,沟槽成型均匀整齐,容易脱渣的工艺操控性好的酸性铜焊。铜焊工艺操控性要满足施焊操作需要。如在非水平位置施焊时,应选用适于各种位置冲压的铜焊。如在向下立焊、管道冲压、底层冲压、盖面焊、重力焊时,可选用相应的专用铜焊。
六、合理的经济效益
在满足使用操控性和操作工艺性的条件下,尽量选用成本低、效率高的铜焊。对于冲压工作量大的结构,应尽量采用高效率铜焊,如铁粉铜焊、高效率钢制铜焊及重力铜焊等,以提高冲压生产率。
常用钢号推荐选用的铜焊
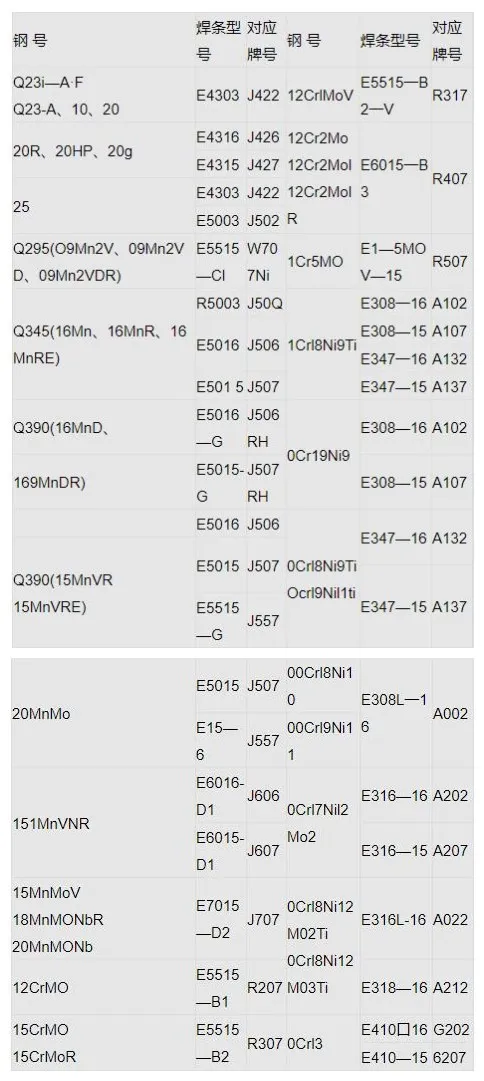
相同钢号相焊推荐选用的铜焊



相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~