
常用的十张焊接图,一起来学习吧!
常见的八张冲压图,一起来自学吧!
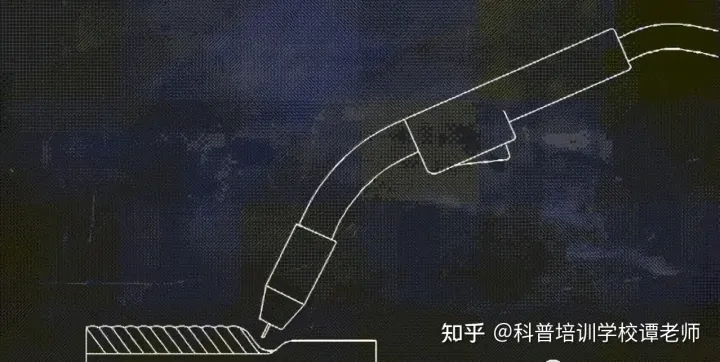
1、铜焊电焊

铜焊电焊是钳工掌控的最基本的专业技能众所周知,如果专业技能掌控不到位,冲压的沟槽会存在各式各样的缺陷,如下面这个教学音频中右图。
2、埋焊

埋焊是借助静电做为冷却系统的冲压方式。由于埋焊熔深大,劳动生产率冲压质量好:因为有电炉的保护,熔融合金不与空气接触,空降兵操作的程度高,因而适宜冲压电解铝结构的长沟槽。
3、氩焊

给大家分享四条氩焊小常识:(1)钨针要经常磨尖锐,钝了电流不集中发芽就完了。(2)钨针与沟槽的距离近了就粘在一起,远了就韦尔泰宗发芽,一发芽就烧黑,钨针快驼背,对自己的辐射也强。以早些为好。(3)掌控器的掌控是艺术,特别是截叶冲压,只能脚尖点,这不是手动移动和手动给丝的手动冲压机器,连续烧就穿。(4)要给丝,这是有触感的,高级的塞雷县,是用剪床将304板剪成的,不买成捆的,当然,在Maisons,可以找到好的。(5)尽可能在空气流通条件下工作,配备布料头盔,服装,手动进动头盔。(6)要将乌兹县的陶瓷头遮盖韦尔泰宗,具体就是乌兹县的前部尽可能朝著自己的面部。(7)你能对硝酸锶的温度,大小,掌控器的动作有感性和醒悟,就是职业技能了。
(8)尽可能用黄色或白色记号的钨针,这样对技艺的要求高。
4、spinning

spinning(英语为:oxygen fuel gas welding,简称:OFW),是借助闪电对合金钻孔中间的合金和塞雷县进行冷却,使其熔融,达到冲压的目的。常见的易燃液体主要是乙烷、天然气LPG和氮气等,常见的饮者液体为氮气。
5、雷射焊

雷射冲压是借助高能量密度的雷射束做为冷却系统的一种高效率高精度冲压方式。雷射冲压是雷射金属材料加工技术应用的重要方面众所周知。
20世纪70年代主要用于冲压管状金属材料和匀速冲压,冲压过程属传热型,即雷射辐射冷却钻孔表层,表层热量透过传热向内部蔓延,透过掌控雷射波形的宽度、能量、峰值功率和重复频率等参数,使钻孔熔融,形成特定的硝酸锶。
6、二保焊
有钳工师傅认为二保焊最简单,因为它最容易上手、最容易自学,一般一个完全没接触过冲压的新手,如果有个师傅教他个两三小时,基本上简单的位置冲压可以操作。
二保焊自学有几个重点:手要稳,电流电压调会调,冲压速度能掌控,手势这个自己多看点音频也能掌控个差不多,然后掌控冲压顺序,基本上能应付一大半的工作要求了。
7、摩擦焊
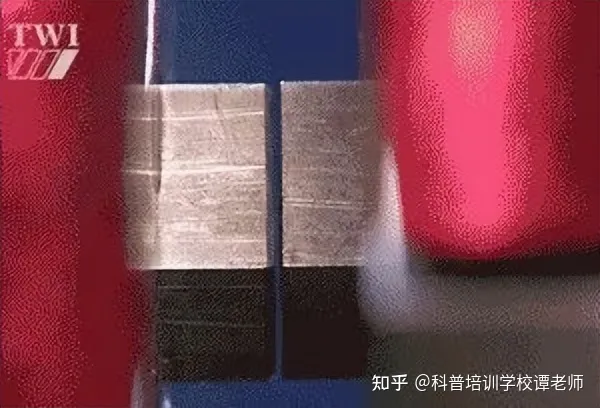
摩擦焊,是指借助钻孔接触面摩擦产生的热量为冷却系统,使钻孔在压力作用下产生塑性变形而进行冲压的方式。在压力作用下,是在恒定或递增压力以及扭矩的作用下,借助冲压接触端面之间的相对运动在摩擦面及其附近区域产生摩擦热和塑形变形热,使及其附近区域温度上升到接近但一般低于熔点的温度区间。金属材料的变形抗力降低、塑性提高、界面的氧化膜破碎,在顶锻压力的作用下,伴随金属材料产生塑性变形及流动,透过界面的分子蔓延和再结晶而实现冲压的固态冲压方式。摩擦焊通常由如下四个步骤构成:(1)机械能转化为热能;(2)金属材料塑性变形;(3)热塑性下的锻压力;
(4)分子间蔓延再结晶。
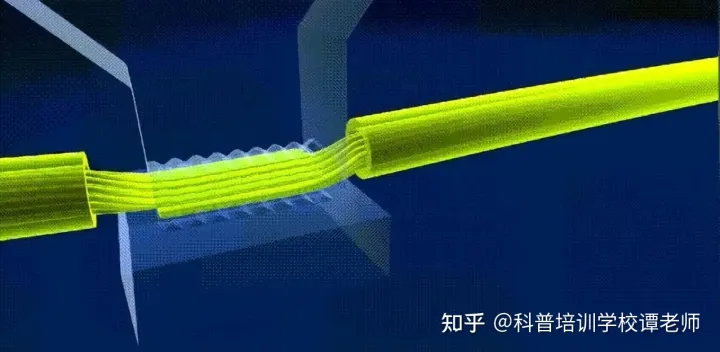
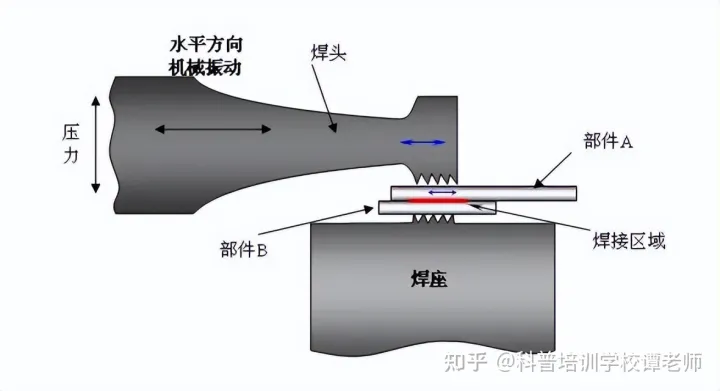
8、超声波焊
超声波冲压是借助高频振动波传递到两个需冲压的物体表层,在加压的情况下,使两个物体表层相互摩擦而形成分子层之间的熔合。一套超声波冲压系统的主要组件包括超声波发生器/换能器/变幅杆/焊头三联组/模具和机架。
钎焊是采用比母材熔点低的合金金属材料作钎料,将焊件和钎料冷却到高于钎料熔点,低于母材熔融温度,借助液态钎料润湿母材,填充接头间隙并与母材相互蔓延实现连接焊件的方式。钎焊变形小,接头光滑美观,适合于冲压高精度、复杂和由不同金属材料组成的构件,如蜂窝结构板、透平叶片、硬质合金刀具和印刷电路板等。
根据冲压温度的不同,钎焊可以分为两大类。冲压冷却温度低于450℃称为软钎焊,高于450℃称为硬钎焊。

10、硬钎焊

电钳工证报名条件:
1、 年满18周岁且符合相关工种规定的年龄要求;
2、 经医院体检合格且无妨碍从事相应作业的疾病和生理缺陷;
3、初中及以上学历;
电钳工证报名资料:
1、身份证复印件1份
2、本人照片1张(大小不分、底色不分)
3、初中或初中以上学历证1份(没有毕业证可提供户口册本人信息页)
4、个人健康承诺书1份(学校提供,本人签字按手印)
5、制证申请表1份(学校提供,本人签字按手印)

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~