
6种专业塑料焊接工艺,让品质更卓越
改性塑胶虽然其抗腐蚀、低总重量、耐热、易研磨和较金属板材来说的动力性优势,在工程锻造行业应用。用HD-PE、PP、PVC-U、PVC-C、PA、PVDF、ECTFE等改性板材做成的塑胶容器或锻造局部性结构紧凑的设备(如散热器或泵)时,对塑胶冲压技术是几项十分严苛的挑战。
塑胶冲压是通过电能和压力的负面影响将改性板材做成的钻孔不可分立地相连到一起。相同的冲压方式,相同的沟槽花纹,相同的冲压速率,相同冲压时间都是负面影响冲压质量的重要因素。
塑胶冲压的类型可分为无铜焊冲压和有铜焊冲压,为的是让大家对塑胶冲压有更真切的了解,今天他们来说三种塑胶冲压工艺技术。
需要铜焊的最众所周知事例是电镀槽冲压,虽然电镀槽的结构极为复杂,沟槽的花纹极为多元化。
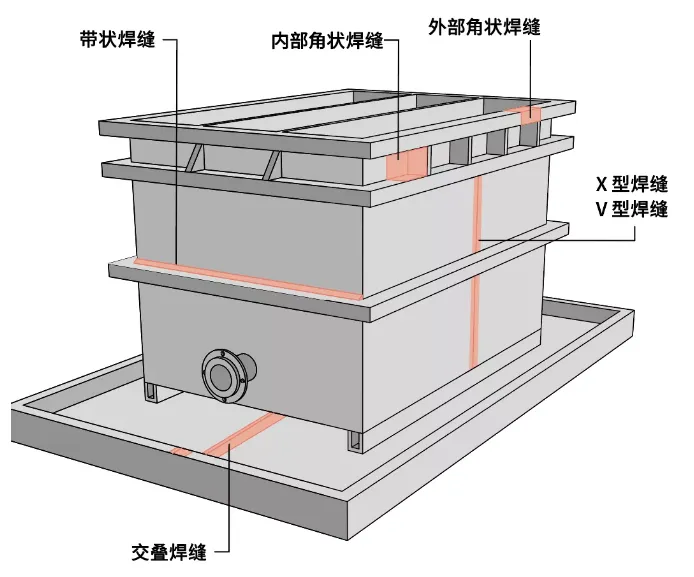 柱状沟槽
柱状沟槽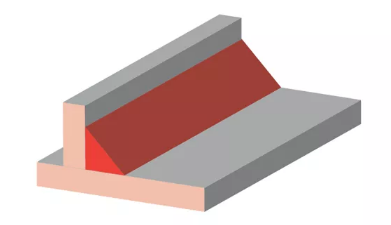
是较常使用的沟槽欧几里得花纹。它出现在以T型接点冲压三个钻孔时。
内部长条状沟槽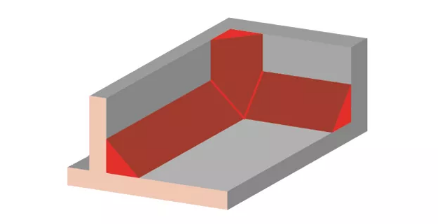
主要就用作极难接近的边线,最简便地冲压成任何欧几里得花纹和花键欧几里得花纹的沟槽。
内部长条状沟槽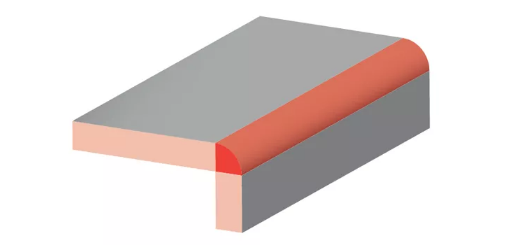
是指一种柱状沟槽。沟槽经过相对的钻孔边沿。因此是沿著内侧的纵边(边沿)冲压。
X型沟槽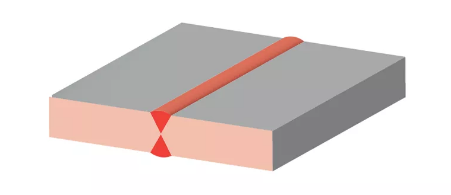
双V型沟槽也称为X型沟槽。它属于交会沟槽,由三个V型沟槽组合成。V型沟槽分别坐落于待冲压组件的两边。
V型沟槽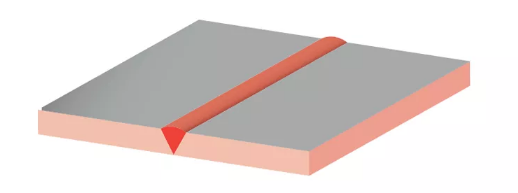
为的是逐步形成对V型沟槽来说众所周知的V型角,钻孔尽量少下压或者彼此之间的摆位逐步形成相应的视角。
交错沟槽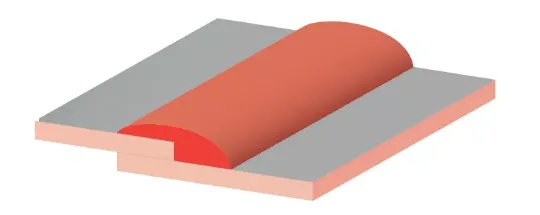
主要就用作塑胶膜。感光板材彼此之间交错对齐,沟槽坐落于下部随便放置的板材边沿的下方。
在电镀槽冲压工作台中,单个的冲压工艺技术往往会使冲压气压与速率相悖,难以避免真正地高效率冲压。特别针对沟槽边线、花纹和板材宽度的相同,他们选择什么样的工艺技术去冲压就变得十分关键性。
冲压工艺技术
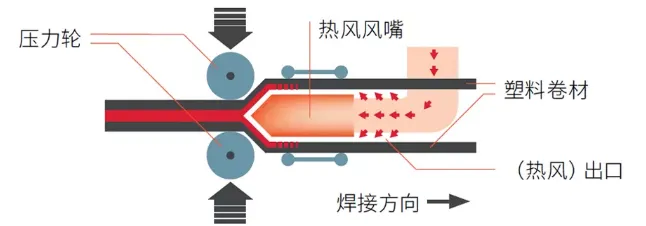
一、热风冲压
热风冲压工艺技术中,热量受到控制。加热后的空气被输送到钻孔的待焊区域,通过压力轮施加需要的压力。
二、热楔冲压
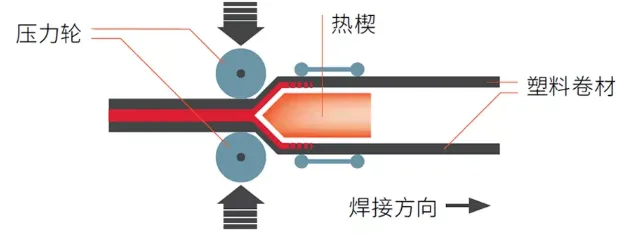
该工艺技术的特征是热楔块通过加热管直接进行加热,产生的热量通过热楔块直接传递到钻孔的待焊区域,尤其适合冲压比较厚的板材。
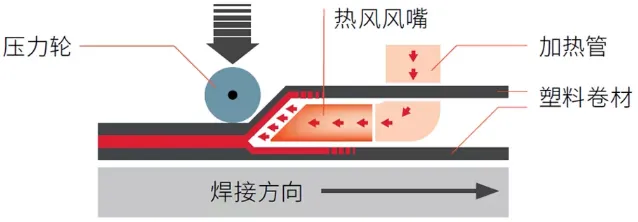
三、热风楔式冲压
热风楔 (加热的热楔和热风的组合) 是指热风用来进行预热,实际的冲压过程通过热楔部分来完成,热风同时对钻孔的待焊区域起到清洁作用。
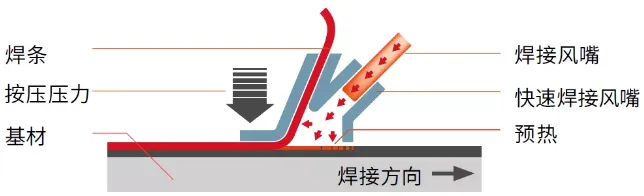
四、钟摆式冲压(WF)
钟摆式冲压需要和基材同种材质的铜焊,两者的表面都需要通过热风进行预热。通过类似钟摆运行轨迹的上下往复冲压过程,两部分钻孔被相连在一起。
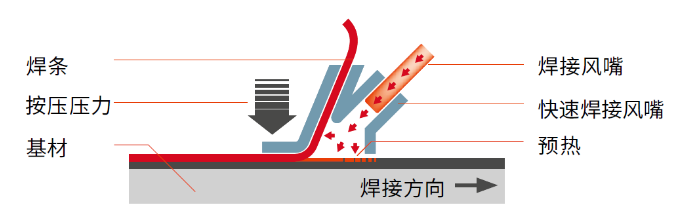
五、快速冲压(WZ)
该工艺技术需要使用快速冲压风嘴,预热待焊钻孔的表面至合适的温度进而塑化,再通过向下的压力将两部分钻孔相连在一起。
六、挤出式冲压
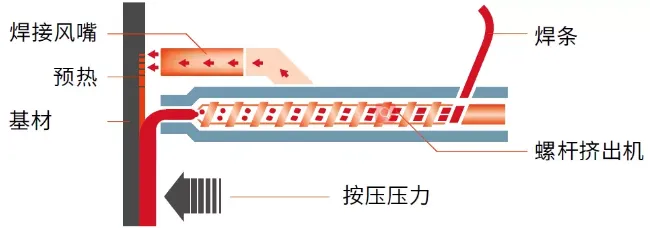
挤出冲压过程中,基材通过热风进行预热,然后通过添加的挤出熔体相连在一起。铜焊被喂料进入到加热料筒,然后进行塑化并通过螺杆挤出。



相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~