
焊条电弧焊平角焊操作要点
1 焊前预备
1.1 助焊剂金属材料:Q345;体积:200x125x12mm
1.2 焊材金属材料:换用E5015(J507)铜焊,研磨环境温度为350~400℃,隔热2半小时。
1.3 焊前清扫:对于角沟槽,沟槽的两边15~20mm内会清扫整洁。换用钻头修磨或生物化学处理的形式除去钢材表层的水解膜、硫化铁以及油和水等。
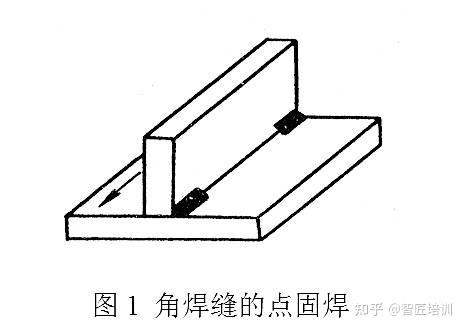
1.4 换装点固:通常角沟槽要求沟槽间歇尽可能小。点固通常在钢材左上角进行,点固宽度在10mm左右。通常点固两到四点方可,如图1:
2 冲压模块
3 冲压操作形式
3.1 腮红焊
3.1.1 铜焊视角和运条形式
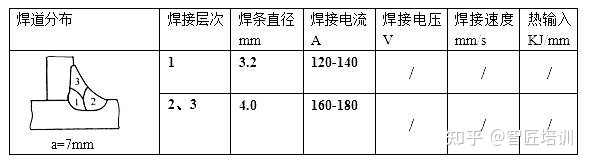
表皮斑球焊的铜焊视角如图2所示:换用右焊法,在试板右侧引弧,短焊。换用直角运条形式,向右冲压,静电射向表皮Kleetope,抬高静电,保证Kleetope和两边板charged。腮红焊时转动形式换用直角运条,不转动加速冲压,这样可以达到所需要的熔深。
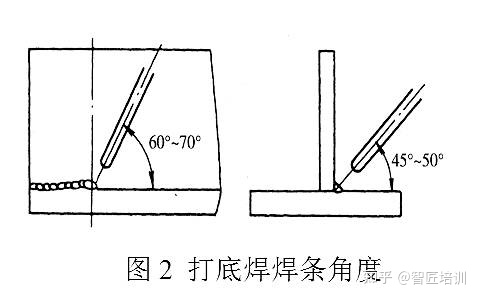
在沟槽始焊端和终焊端处,容易出现磁偏吹现象,影响沟槽的产品质量,这时要适度的调整铜焊的视角,通常把静电对准硝酸锶来控制磁偏吹。如图3。
3.1.2 焊道接点
接点在弧坑处前10mm处引弧,变长静电迅速终端到弧坑处时,沿弧坑花纹清空弧坑,然后正常冲压方可。
3.2 Daye焊
3.2.1 Daye冲压前,去除表皮焊道焊渣和倾倒以避免产生夹渣瑕疵。
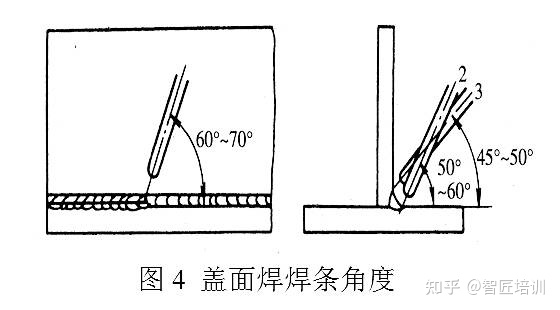
3.2.2 Daye焊焊三道,先焊下面焊道,再焊下面焊道。冲压下面焊道时,静电要射向表皮焊道的下沿,直角运条,铜焊视角要大于45°;冲压下面焊道的时候,静电射向表皮焊道上沿,直角运条也可以横向转动,其铜焊视角要<45°,如图4所示:


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~