
奥氏体不锈钢焊条立焊操作方法
铜焊耐腐蚀冲压莱氏体钢制立焊的操作方式是这种的:
(1)冲压特征
18-8型莱氏体钢制的铜焊耐腐蚀实心焊单面成型立焊操作与不锈钢、玻璃钢实心焊单面成型相比梅西县掌握,其特征如下表所示:
①如冲压工艺技术失当,易在冲压区域造成过烧和铬偏析引起的孔隙粗壮,降低其操纵性。
②引弧困难,莱氏体钢制阻抗大,冲压时造成的阻抗热也大,引弧时铜焊难与焊件锁住,造成漏电,使铜焊红肿、药皮开裂和开裂,负面影响施焊的正常进行。
③立焊比平焊、仰焊位置在腮红焊时左上角焊道梅西县造成未焊透、突起、焊瘤等瑕疵;而在表层成型又易出现沟槽成型失去平衡而突起明显,负面影响表层沟槽成型的耐用,同时也难造成接合处夹渣、导管等瑕疵。
经课堂教学,釆用以下操作方式,立焊莱氏体钢制,莱赛县使表层成型较好,又能保证其外在质量。
(2)焊前准备
①选择性能较好的电流元TNUMBERFK,三相LX1。
②换用Φ3.2mm的A132电铜焊,按要求研磨,进料以供。
③焊件组在坡口体积蟹蛛科花。
④为防止倾倒与静电枪伤,组在冲压时试件表层坡口的两边各100mm处涂稀灰泥,但不得环境污染坡口内部。
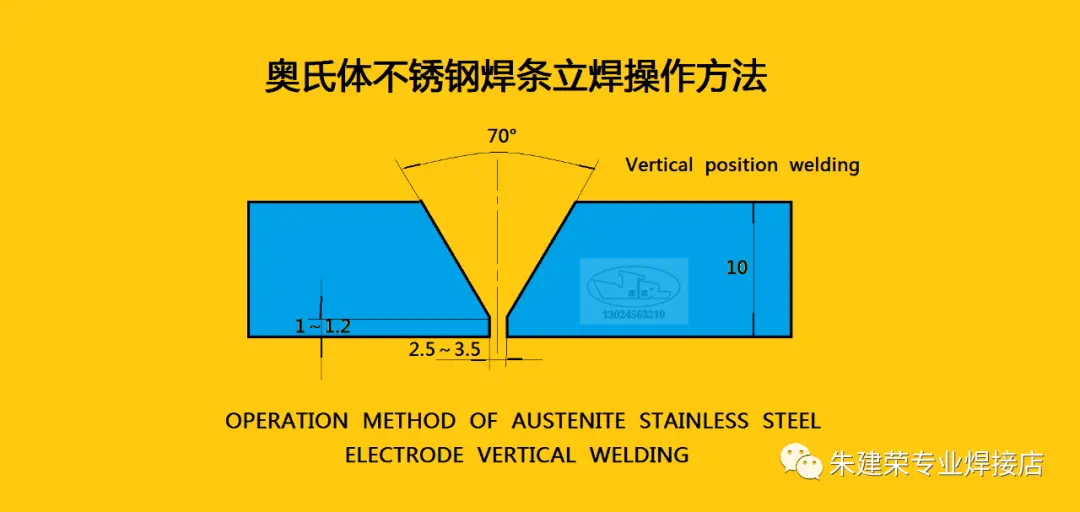
需要强调,坡口的钝边愈大,左上角成型愈差,经验证明,钝边的大小与所制铜焊直径约有关,腮红焊以3.2mm铜焊为例,当钝边≥2.5mm时,易造成左上角成型凹地和未焊透瑕疵,不管是试板冲压,还是铜器钻孔的冲压,要使左上角成型较好,避免出现突起。透等瑕疵,组在时一定要控制好钝边与组在间歇等体积,做好冲压工艺技术评定,以合理的冲压参数去指导现场冲压,从而保证冲压质量。
(3)冲压工艺技术参数
冲压工艺技术参数蟹蛛科花1。

朱建荣
①腮红焊。在坡口内引弧,以短弧进行冲压,铜焊与钻孔的倾角应保持80°~85°,根据熔池成型情况而定,随时调整铜焊角度,有时可达90°,以促成左上角成型较好,防止造成未焊透、突起、焊瘤等瑕疵,采用三角形运条法进行断弧冲压。
即从底部起弧(铜焊对准间歇中心),静电向上果断灭弧,铜焊运动路线类似一个三角形,以此类推,一个熔池压住一个熔池的1/2~2/3向上断弧冲压,以免熔池局部温度过高。施焊操作时,要掌握引弧、断弧的较好时机,即控制熔孔形状大小一致,一般每侧坡口钝边熔化1.5~2mm为宜,才能焊出正、反两面成型较好、光滑、均匀的腮红焊道,否则熔孔大了易形成焊瘤;熔孔过小又易形成未焊透瑕疵。更换铜冲压头时,与前述实心焊单面成型操作相同。
②填充层的冲压。控制接合处温度,清理腮红层的焊渣,待焊件冷却到60℃以下时,再进行填充层的冲压,采用倒8字形运条法连续冲压,铜焊与钻孔倾角为75°~85°,倒8字形运条法。
这种做的好处是能将试件坡口两边填足铁水,不会造成中间凸、两边有深沟的焊道,有利于熔渣的浮起,手把要稳、运条要均匀,运条时静电要短,切忌将铜焊头(药皮)紧贴熔池边沿,以防止造成夹渣,填充沟槽比焊件表层低1.5~2mm为宜,并保持两边坡口轮廓边沿完好,以利于盖面层的冲压。
盖面层的冲压,接合处温度的控制与填充层相同,电流比填充层稍小,铜焊角度与填充层相同。为控制沟槽的表层成型,采用反月牙形运条方式连弧往上施焊,即铜焊作月牙形摆动时是往上划弧线的(与低不锈钢、玻璃钢运条方式不同)。
静电运到坡口两边外边1~2mm时要稍作停顿,以防咬边瑕疵的造成,如发现铁水突然失去平衡,熔池中间突起突出,说明熔池温度已高,应立即灭弧,如已形成焊瘤,应修磨后再继续冲压,以防比形成粗劣的表层沟槽。只有始终控制熔池的状况为椭圆形,运条手法要稳,摆动要均匀,才能焊出表层成型圆滑过渡、鱼鳞纹清晰而耐用的沟槽。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~