
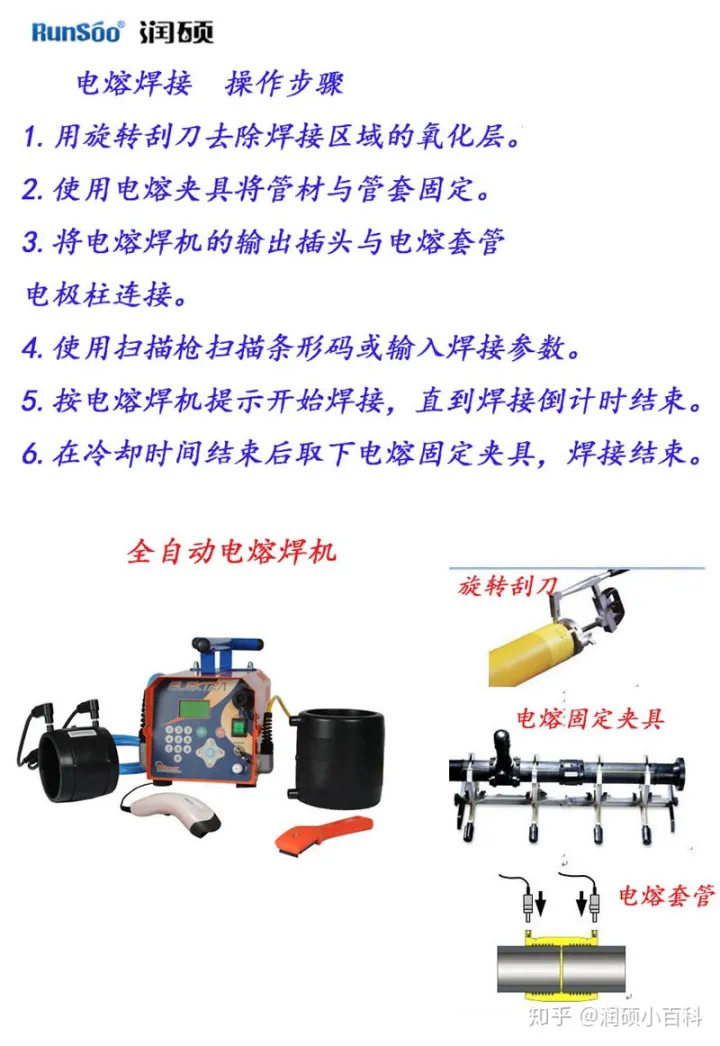
PE给水管电熔焊接的方法及步骤(附规范操作示意图)
不可否认,PE石渣在相连化纤常见两种方式,避震器相连和INS13ZD相连,INS13ZD机械加工怎样相连先将INS13ZD机械加工套在化纤上,然后用专供JGD5按规定的模块(天数、电阻等)给INS13ZD机械加工复电,使内嵌恒温箱的INS13ZD机械加工的内表层及铁管填入端的外表层熔融INS13ZD机械加工是怎么加装的?加热后化纤和机械加工即熔合在一起。这里润硕创新股份给大家整理一份INS13ZD机械加工如何相连---INS13ZD承插相连的程序的方式及关键步骤:凌云壮志化纤的相连端要求研磨垂直,以保证有足够的避震器区。常见的研磨工具有旋切刀、锯弓、铁管剪刀等;研磨时不允许产生低温,以免引起低温变形。测量并用喷壶在化纤上标填入机械加工的广度或冲压地区(如鞍型机械加工)特别注意应将化纤端部旋转轴中轴截开冲压应在漂白剂全然挥发后进行,化纤冲压地区洁净整洁后,应将填入机械加工的广度重新标识。 如化纤不是端部旋转轴轴截开时,则将导致部分冲压地区露出,从而引起熔融材料流入管线等冲压错误洁净接点部位并标示出填入广度线牛込柳町细砂纸、刮刀等磨平化纤表层的水解层INS13ZD机械加工生产厂家,用整洁棉布抹除化纤和机械加工相连面上的污物,标示出填入广度线。聚丙烯化纤经过一段天数的存放后,就会在表层形成水解层。冲压近前必须将冲压地区的水解层全然去除否则将影响冲压产品质量,造成安全隐患。 在无形变条件下加装好的INS13ZD机械加工,需用手转动,如果不是在无形变条件下精确地加装,在冲压时就会出现熔融物溢出机械加工端部或溢入管线此类事故。要特别注意去除化纤内外表层的棱角及余屑,化纤与机械加工的冲压表层必须绝对的整洁、干燥、无油脂在刮去水解层后,加装前需用聚丙烯专供漂白剂或96%以上的酒精与无屑无色纸洁净整洁。机械加工移去铁管将INS13ZD机械加工移去铁管至规定的广度,将JGD5与机械加工梅利尼。校正调整化纤和机械加工的位置,使化纤和机械加工在同一个中轴上INS13ZD机械加工,防止偏心造成接点冲压不牢固,耐久性不好。通INS13ZD接复自动门的天数、电阻应符合INS13ZDJGD5和INS13ZD机械加工生产厂的规定,以保证在最差供给电阻、最差加热天数下、获得最差的工作台接点,电源相连前要特别注意使用的电阻和输出电缆的截面积,将JGD5插头接入机械加工插口,精确输出机械加工上标定的冲压天数(FUS10N)和加热天数(COOL)。按证实键(ASCERTAIN),JGD5会再次显示冲压模块,全然证实后,再按启动键(START-UP),开始冲压。冲压过程结束,JGD5会自动报警提示。请将冲压模块及操作方式天数和操作方式人记录在管线上。PEINS13ZD机械加工冲压环境温度:160+/-10摄氏度,聚丙烯(PE)管线冲压通用原理:聚丙烯(PE)一般可在190℃—240℃之间的范围内被熔融(相同原材料牌号的熔融环境温度一般亦不全相同),此时若将化纤(或机械加工)两熔融的部分充分接触,并保有适当的压力(电避震器冲压的压力,来源于冲压过程中聚丙烯自身产生的热。加热由于PE管接点只有在全部加热到常温后才能达到其最小耐压强度,加热期间其他力矩会使化纤、机械加工不能保持同一个中轴,从而影响工作台产品质量,因此,加热期间不得移动被相连件或在相连处施加力矩。
PE石渣电感JGD5规范化操作方式左图PE管INS13ZD的冲压模块PE管INS13ZD冲压电阻为39.5+-0.5V,冲压电阻最小不超过100A,加热额天数根据机械加工技术标准相同,在机械加工条码上有标示。 避震器冲压模块受冲压、壁厚、原材料级别和所执行国际标准相同而相同,国内国际标准模块可参考TSG D2002-2006和GB/T19809,或供热或公用的CJJ工程建设。PE管INS13ZD冲压电阻为39.5+-0.5V,冲压电阻最小不超过100A,加热额天数根据机械加工技术标准相同,在机械加工条码上有标示。 避震器冲压模块受冲压、壁厚、原材料级别和所执行国际标准相同而相同,国内国际标准模块可参考TSG D2002-2006和GB/T19809,或供热或公用的CJJ工程建设。

PE石渣电感冲压施工中


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~