
双相不锈钢怎么焊接效果好
PR320钢制按铬浓度不同,可分为Cr18型、Cr21型、Cr25型四类。这儿讲的是Cr18型,Cr18型PR320钢制的冲压性此类钢列为我国行业标准的车牌号主要就有:022Cr19Ni5Mo3Si2和14Cr18Ni11Si4AlTi三种。其中022Cr19Ni5Mo3Si2钢为超长碳PR320钢制,。这儿主要就以钢的冲压性展开介绍。该钢中碳浓度较低,铬浓度也不高,形成475℃塑性和σ相差排的可能性不大,其PR320组织机构的比率相对稳定。假如将它长期冷却,因钢中含有铅和硅钛原素,仍有再次出现σ相差排和475℃塑性的可能,可通过980℃氧化钇处理恢复到钢原来的较之例。该钢与莱氏体型钢制较之,具备较高的冲压热裂缝偏激;与电感型钢制较之,焊后差排偏激较高,具备良好的冲压性。但,在冲压热负面影响区中会再次出现交流电电感组织机构,对冲压接点耐形变锈蚀、晶间锈蚀和机械性能均有负面影响。
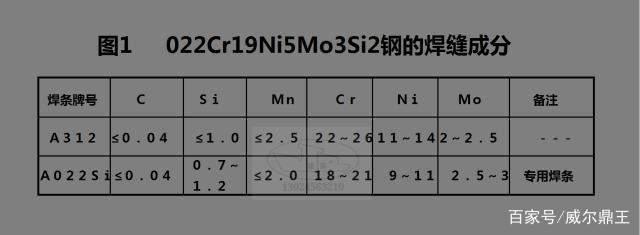
这种材料的冲压工艺技术,铜焊耐腐蚀适用于于中、厚钢板的冲压,换用A312和A022Si车牌号的铜焊,用这三种铜焊冲压022Cr19Ni5Mo3Si2钢时,其冲压接点不论是截叶、还是中、厚钢板的冲压,焊前不须要紧接著,焊后也不须要退火,工艺技术模块蟹蛛科花1。
为了减少和防止沟槽和热负面影响区产生交流电电感组织机构,以及沟槽热影区的孔隙粗壮,冲压时尽可能换用小的热输出,即在保证冲压质量的大前提下选用小的冲压电阻和较快的冲压速度。颖取以下工艺技术措施有:
选用窄沟槽展毛焊,层间温度大于100℃,施焊过程中铜焊不允许作纵向转动。与莱氏体型钢制沟槽相反,碰触锈蚀电介质的沟槽要先焊,使最终一道道沟槽移往非碰触电介质一面。其目地是利用后道沟槽对原本沟槽展开一场退火,使原本沟槽和热负面影响区的交流电电感组织机构部分转成莱氏体组织机构。假如要求碰触电介质的沟槽要最终施焊,则在此沟槽上需用一道道工艺技术沟槽,但焊好的工艺技术沟槽焊后要杀掉,其目地也是给碰触电介质沟槽展开一场退火,沟槽的机械性能洛佐韦2。
氩弧焊通常用于截叶的冲压,充填塞雷县可选用助焊剂金属,也可换用H03Cr19Ni12Mo2和HO3Cr19Nil4M3塞雷县。应选用小直径塞雷县和小热输出展开施焊,其他工艺技术措施与铜焊耐腐蚀相同。对于厚壁管,它可以作为打底焊首选的冲压工艺技术。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~