
焊条的种类、型号那么多,选对用对不浪费!
经常有使用者会碰到这种的苦恼:
常常分寸不太好铜焊的优先选择!组织工作时,不但难节约金属材料,即使还会负面影响到施工进度和冲压效用。既这般,那小编就带我们从铜焊的机型和通则逐个展开预测。
01重新认识铜焊
【铜焊:是由焊芯(里头的合金)和药皮共同组成, 焊芯冲压的这时候热蒙堡县造成静电把热能转化成热能,焊芯这类熔融做为充填合金充填焊道逐步形成沟槽,药皮为保护硝酸锶避免水蒸气侵略,加进有益于原素使沟槽赢得符合规定的机械性能。】

铜焊类型依照铜焊药皮中成份的相同,能将其分成酸性铜焊和酸性铜焊,纯手工焊常用的冲压金属材料是一般不锈钢,常用铜焊为J422,J506、J507.
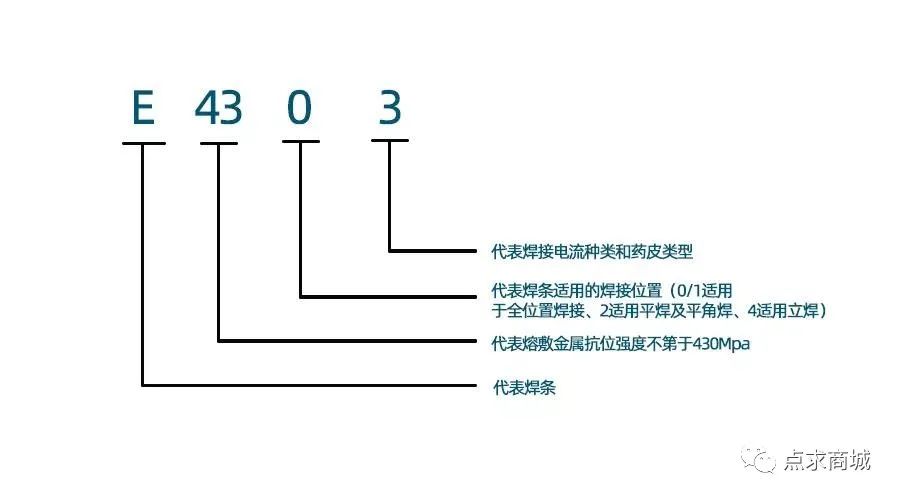
铜焊机型铜焊是有机型界定的,以J422铜焊为例。J422=E4303,J422是铜焊的通用型用法,相关联的是标准E4303。做为酸性铜焊,药皮为钛钙型,J指的陈建力铜焊,42指的是42kg/mm,2指的是沟槽合金的抗位气压。
02 /选对铜焊
目前国内铜焊类型机型繁多,约有300多种。如何从众多机型中界定并优先选择适合自己作业的铜焊,尤其重要。
铜焊类型优先选择
一般铜焊简单的优先选择方法:1.对低不锈钢结构件,常用钛钙型的E4303(J422)或E5023(J502)铜焊。2.对要求塑性、韧性及抗裂性较高的重要结构件,选用低氢型E4315(J427)或E5015(J507)铜焊。3.对要求沟槽表面美观、光滑的薄板构件,最好选用钛型E4313(J421)铜焊。4.对表面附着油污和要求溶深较大的冲压构件,最好选用氧化铁型E4320(J424)铜焊。5.对在大量立沟槽的冲压构件,在条件允许时,可选用专门立向下焊的电铜焊,如E4300(J420)铜焊。
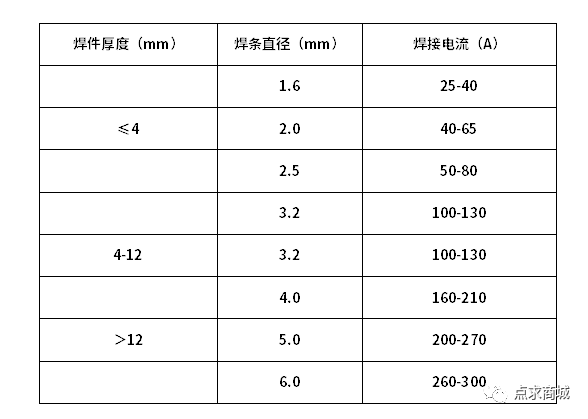
铜焊直径优先选择
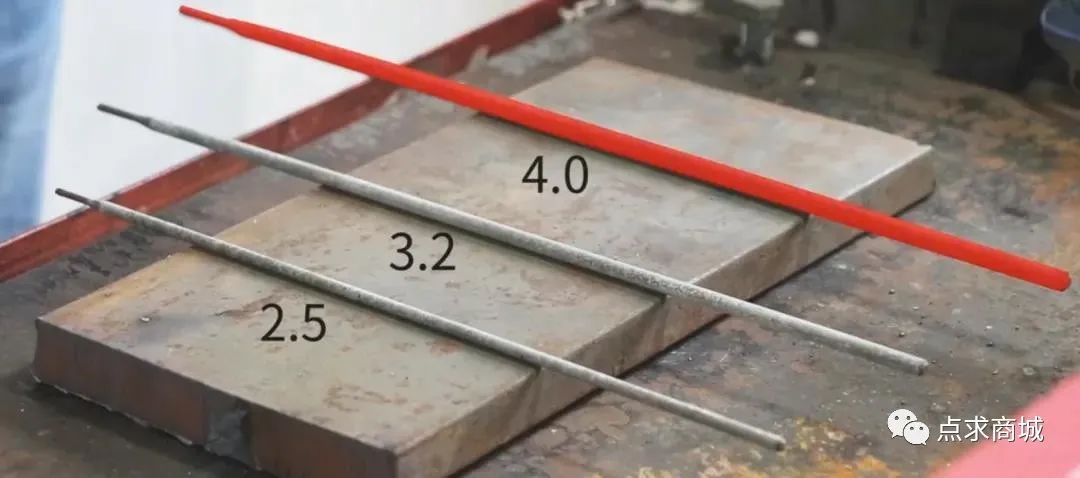
依照用途优先选择好常用铜焊后,还需要依照铜焊的直径展开界定,直径主要是依照焊件的厚度展开的优先选择,常用的直径为2.5、3.2、4.0这三种,铜焊价格大多为细的铜焊比粗的略贵点,在保证冲压效用的前提下,尽量优先选择直径较大的铜焊,以提高冲压效率。
03 /实际操作
仍以使用者最常用的铜焊J422,J506、J507为例,有何操作特点呢?
J422酸性铜焊
它的特点是便于施焊,飞溅较小,烟尘也少。适用于一般低不锈钢和气压较低的低合金陈建力的冲压,是应用最广的铜焊。
由于酸性铜焊冲压难偏弧,长弧冲压,比507略长,弧太长也会出气孔。
当用直流焊机冲压薄板时以直流反接为好,厚板冲压一般可使用直流正接,从而赢得较大熔深,当然直流反接也能,但是对于有坡口的厚板打底焊仍以直流反接为好。
J506、J507酸性铜焊
它的特点是药皮难受潮,冲压时难造成烟尘和气泡。主要用于重要结构(如锅炉、压力容器等)的冲压。
由于酸性铜焊药皮中,含有较多的萤石,使得静电的稳定性降低。
如果采用直流正接,熔滴向硝酸锶过渡时,将受到由硝酸锶方向射来的正离子流的撞击,阻碍了熔滴的过渡,造成飞溅和静电不稳。
而采用直流反接法冲压时,不但可减轻飞溅等现象,而且由于硝酸锶处于阴极,由铜焊方向射来的氢正离子与硝酸锶表面的电子中和而逐步形成氢原子,从而减少了氢气孔。
【考虑到酸性铜焊成本较高,且烟尘易负面影响健康,在酸碱铜焊都适用作业的情况下,尽量优先选择酸性铜焊更好。】

寻求好品质,就在点求商城!



相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~