
2016北京“嘉克杯”国际焊接技能大赛技术文件、评分规则、报名情况以及机器人技术文件
2016北京嘉克杯国际焊接技能大赛
2016北京嘉克杯国际焊接技能大赛
技术文件
Arc Cup 2016【002】号
一、比赛标准
比赛参考ISO 9606-1、ISO 5817标准进行。
二、规则
凡是在1981年1月1日后出生的所有人(不分性别)均可报名参加此次焊工比赛,年龄截止日期为2015年12月31日。注册时,须出具证明文件(如居民身份或护照)以证明其满足报名要求。
三、比赛项目
(一) 单一焊接方法
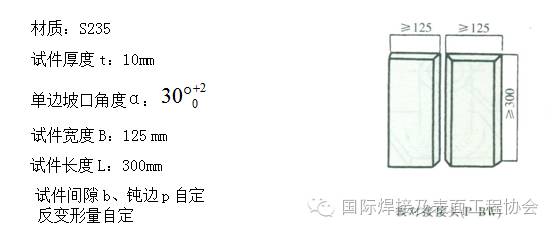
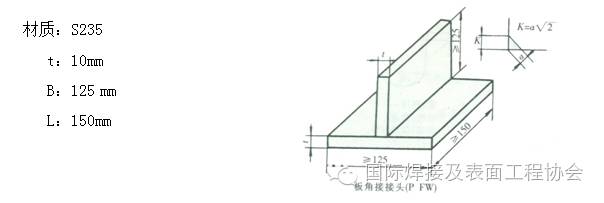
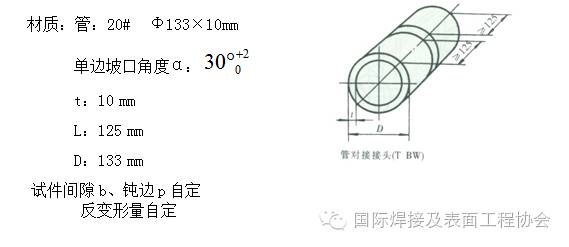
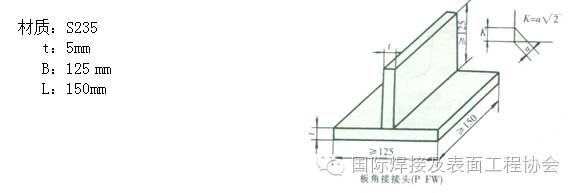
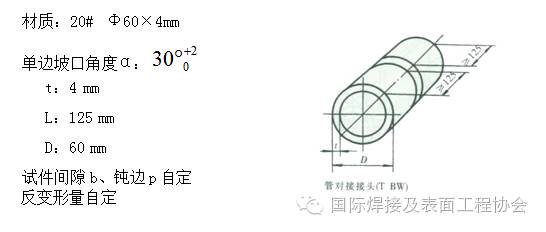
1、试件描述:单一焊接方法分为三个焊接件,分别为带V型坡口的板对接焊缝、板角接焊缝及管对接焊缝。
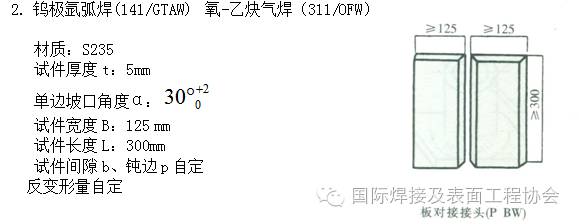
2、尺寸:a)111/SMAW及135/GMAW方法的板对接试件尺寸为300mm×125mm×10mm,T型接头角焊缝试件尺寸为150mm×125mm×10mm、管对接焊缝试件尺寸为Φ133×125mm×10mm;b)141/GTAW及311/OFW方法的板对接试件尺寸为300mm×125mm×5mm,T型接头角焊缝试件尺寸为150mm×125mm×5mm、管对接焊缝尺试件寸为Φ60×125mm×4mm。
3、板/管厚:1)厚板、管10mm,10mm;2)薄板、管5mm,4mm。具体尺寸见附件3。
4、 材质:板S235、管20钢。
5、报名单一焊接方法的选手使用自己所报名的焊接方法(111/SMAW、135/GMAW、141/GTAW、311/OFW)进行全部三个试件的焊接。
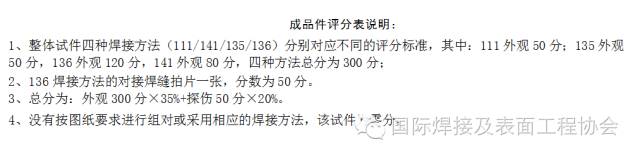
(二)成品件焊接
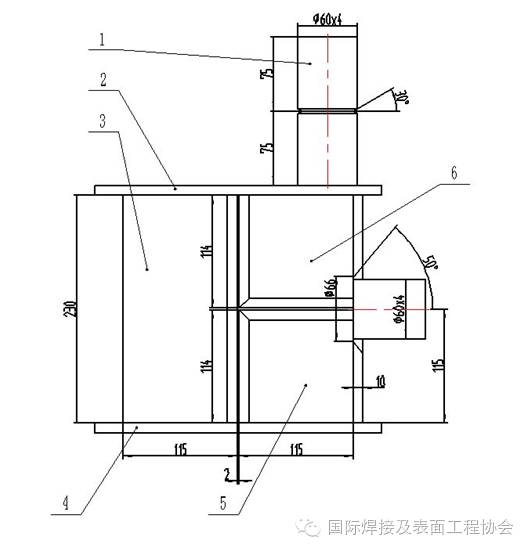
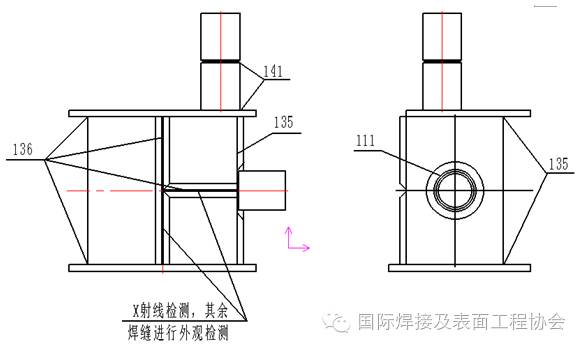
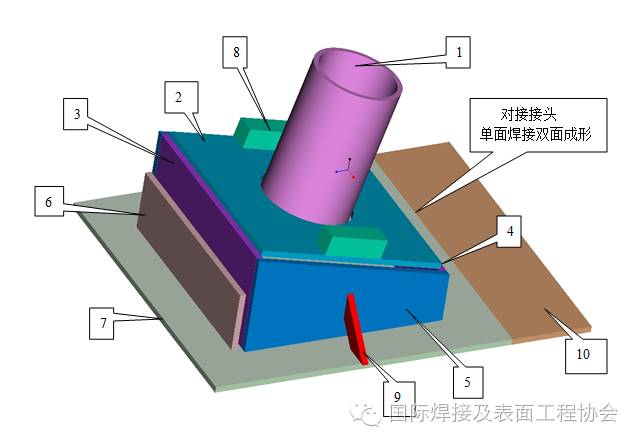
1、试件描述:报名成品件焊接的选手,需要使用111SMAW/135GMAW/141GTAW/136FCAW四种焊接方法焊接一个完整的组装件。本试件包括8种焊缝位置形式:管对接垂直固定横位、管板角接平位、立板补焊(全位置)、板对接立位、板对接横位、板角接平位、板角接立位、板角接仰位.
2、尺寸:整体空间尺寸约290mm×220mm×400mm,详细尺寸及结构见附件5。
3、材质:板S235、管20钢。
4、板/管厚:10mm、4mm。
(三)机器人焊接
具体内容见机器人焊接比赛技术文件。
(四)焊接表演赛
1、焊接质量检测(比赛项目:超声波(UT)检测。比赛方式:实际操作。考评标准:以最短时间,定性、定量、定位最准确者为胜)
2、先进焊接设备/焊接机器人表演
3、先进焊接技术表演
如先进的焊接工艺、焊接方法、焊接材料、焊接设计、焊接结构等。
4、特种焊接及切割能手表演
如超薄工件焊接、高精密焊接、快速焊、带压(带气、带水)焊接、盲区焊接、水下焊、堆焊及特种材料焊接(如:铝及铝合金、钛及钛合金、镁锌合金、锆材、镁合金及镁铝合金、不锈钢、镀锌管、镀锌板、紫铜、镍合金等)。
四、比赛办法
本次国际焊接技能大赛只进行实际操作比赛。
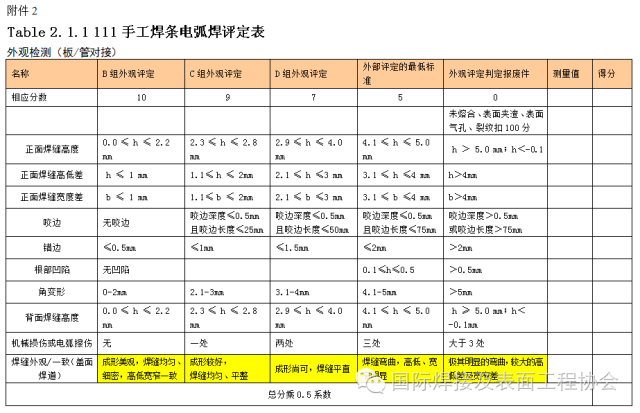
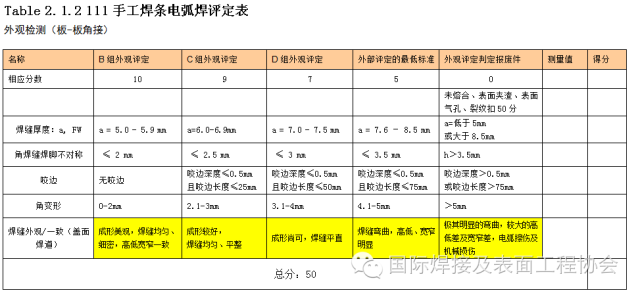
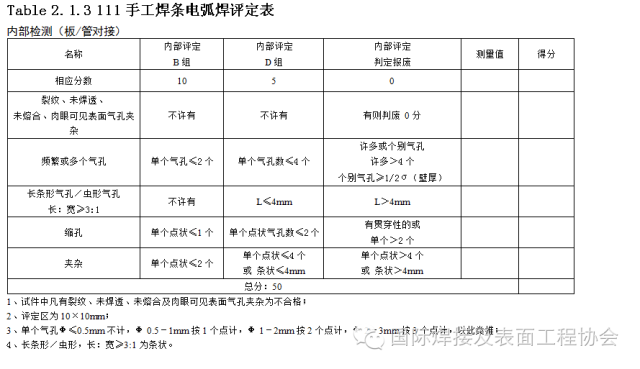
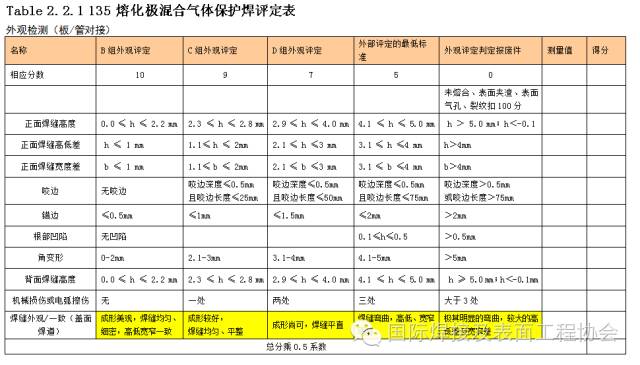
1、项目一中的三种焊接试件在比赛当天,按照ISO6947标准的规定,在每种方法选取的11种焊接位置中,随机抽出三种位置作为比赛项目。项目一焊接方法各项目焊接因素规定任务表见附件1,项目一焊接方法评分表见附件2,项目一焊接方法试件规格见附件3,项目一焊接方法焊接位置图见附件4。
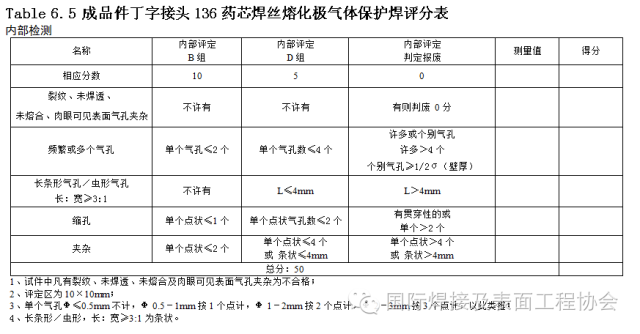
2、项目二成品件焊接要求参赛选手具有多项焊接技能,根据图例要求采用111SMAW/135GMAW/141GTAW/136FCAW四种焊接方法焊接一个完整的组装件。所有焊缝均进行外观检测,成品件壁板焊接包括两道焊缝:板对接立位、板对接横位,这两组焊缝进行X射线无损检测检测内部的质量缺陷。检测范围以丁字接头为中心:立位焊缝检测范围为上下各100mm;横位焊缝检测范围为中心点右侧50mm。具体评分方法见附件6成品件焊接方法评分表。
3、项目三机器人焊接比赛具体内容见机器人焊接比赛技术文件。
4、项目四焊接表演赛,要求参赛选手自带设备、焊接材料及试件。
五、操作规定
项目三机器人焊接比赛操作规定详见机器人焊接技术文件,项目四焊接表演赛不做统一规定。
项目一的3个焊接试件将在比赛前发放焊接工艺规程(WPS),其余项目比赛前不统一发放焊接工艺规程(WPS),根据各项目要求选手在焊接比赛中必须要遵守的规则如下:
(一)总体要求
1、参赛选手必须使用组委会提供的试件、材料和焊材。
2、参赛选手应按规定穿戴劳动保护用品,严格按照操作规程组对,辅助工具自备(见选手允许自带工具规定)。
3、选手凭比赛抽签单及身份证(护照)检录入场。
4、选手在正式比赛前15分钟凭比赛抽签单各自领取试件和焊材。比赛开始时间以裁判发令信号为准开始比赛,开赛迟到10分钟及以上者,按自动弃权处理。
5、比赛组对及正式焊接操作时间:
项目一
项目名称
比赛总用时
手工焊条电弧焊(111/SMAW)
180分钟
熔化极混合气体保护焊(135/GMAW)
160分钟
钨极氩弧焊(141/GTAW)
160分钟
氧-乙炔气焊(311/OFW)
140分钟
项目二
成品件焊接
210分钟
6、焊机、焊枪、焊钳、焊把线、焊炬均由厂家统一提供,不准自带。
7、选手可自备下列工具:面罩、锤子、扁铲、锉刀、钢丝刷、砂布、锯条、手电筒、钨极、磨光机、大力钳、角铁、活动扳手、电动工具、成品件焊接组对辅助工具。
8、选手试电流只能在统一发放的试板上进行,不准在夹具上试电流,否则按违反考场规定处理。
9、施焊过程中,试件焊废不予补发,允许选手在比赛时间内自行手工(电动工具)修复。焊缝的正、反表面不准修复补焊、重熔,若违反该试件按0分处理。
10、由于停电及外部原因影响操作时,选手有权提出异议,由裁判核实裁定。
11、选手在比赛过程中,若需要休息、饮水、上洗手间等所占用时间,一律计算在操作时间内。
12、比赛完毕,选手应认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始成形。不准使用电动工具。清理好的试件交监考人员检查,监考人员如发现选手对试件未清理干净,有权要求选手返工。清理完毕的试件由监考人员会同选手将试件交到指定地点进行封号,并在监考记录上双方签字,现场裁判需准确记录选手的交件时间。
13、选手应本着公平竞争原则进行比赛,不得损坏或拆卸比赛所提供的所有设施,若发现此类行为即取消该选手全部考试成绩。
14、竞赛期间,参赛选手遇有问题应向监考裁判举手示意,由监考裁判负责处理。
15、监考裁判发出结束竞赛的时间信号后,参赛选手应立即停止操作,依次有序地离开赛场。
(二)试件组对
1、每位选手所领取试件,在组对前应检查是否符合要求,一般不准调换,若有异议,由现场裁判裁定。
注意:尺寸公差不可避免。组委会将尽可能的为选手准备符合条件的试件。
2、参赛选手按规定时间、地点自行进行试件组对。组对完成后,向现场监考裁判报告试件上架,经许可后,开始进行正式焊接操作。
3、项目一单一方法焊接对接焊缝组对时试件的间隙、钝边、反变形,均由参赛选手自定;角焊缝组对无间缝,不预留反变形;定位焊应采用与正式焊接相同的焊接方法和焊接材料,焊材规格由参赛选手自定。
4、项目一单一焊接方法板对接焊缝的定位焊在坡口内的两端,定位焊缝最长15mm,对接板两端不允许加引弧板和引出板。
5、项目一单一焊接方法板角接焊缝的定位焊规定如下:在组件的焊缝的背面中间50mm范围内焊接25mm长的定位焊缝,并在组件的两端焊接定位焊,两端定位焊缝最长15mm;但气焊方法组件的焊缝背面定位焊不做要求。
6、项目一单一焊接方法管对接焊缝的定位焊在正面坡口内,大管定位焊点数不得超过三点,定位焊缝最长20mm,小管定位焊点数不得超过两点,定位焊缝最长10mm。
7、项目二成品件组对时,角接焊缝和转角焊缝不留间隙,对接焊缝尺寸自定;组对的焊接方法、焊接材料规格由参赛选手自定。
8、项目二成品件组对时允许自带辅助工具,其定位焊的长度和数量不做规定。
9、试件在组对过程中如不慎装废,选手可以自行修复,但不允许调换。
10、监考人员对每名选手的各道工序应认真填写试件流转卡,对认可合格的组对试件监考人员、选手签上姓名。对不符合组对要求的试件,监考人员应通知选手重新组对。未经检查合格认可的试件,一律不能用于比赛。
(三)施焊操作规定
1、管件上架固定时,应在焊接开始前标记12点钟的位置,定位焊不准设在仰焊位置(即5-7点钟位置);管垂直固定位置(PC)不做规定。
2、每个试件上架固定完成,举手示意裁判员按照规定检查确认。参赛选手若擅自焊接未经监考裁判检查合格并认可的上架固定试件,该试件判为0分。
3、除角焊缝外,其他焊缝均采用单面焊双面成形完成。
4、关于焊接顺序:如果是单层焊请遵循相关规定,如果是多层焊【涉及到多层焊:层数(中间层和盖面层)由选手自定】。
5、焊接过程中,试件不准取下、移动或改变焊接位置。(如焊接试件为仰位板对接,可以翻转打磨)
6、焊接时,成品件焊接底板始终处于平焊位置。
7、板对接焊采用一个方向焊接,不得由中间向两端焊或由两端向中间焊,其余层数的方向和打底焊的方向要一致。
8、管对接焊采用两半圆自下而上焊接。管垂直固定位置(PC)不做规定。管垂直固定位置(PC)沿一个方向焊接。
9、气焊方法焊接时必须采用右焊法(焊接过程中,焊丝与焊嘴由焊缝的左端向右端施焊,焊接火焰指向已焊部分,填充焊丝位于火焰的后方)。
10、违反上述规定,该试件均判为0分。
(四)停弧规定
1、选手在打底层和盖面层(FW和BW)焊接时,在焊道中心处±25mm范围内要有起弧和停弧,必须通知监考官在试件上标记出来。盖面层上只有最后一道焊道上必须要有起弧和停弧。
2、未经监考官检查确认的试件,参赛选手擅自重新起弧焊接的,该试件扣5分。
(五)打磨及焊缝清理规定
1、所有根部焊道背面和盖面焊道表面,不允许打磨。
2、盖面焊道焊接前,允许使用打磨工具。
其他的WPS参数是非强制性的,可由选手自行选择。
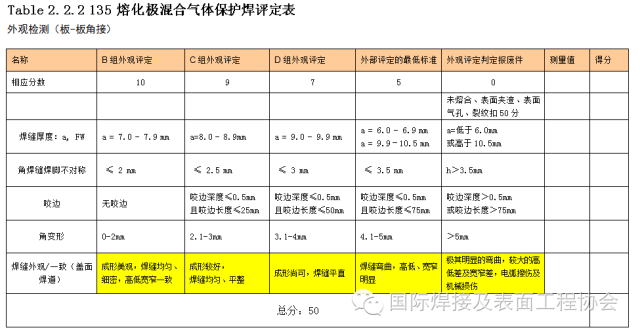
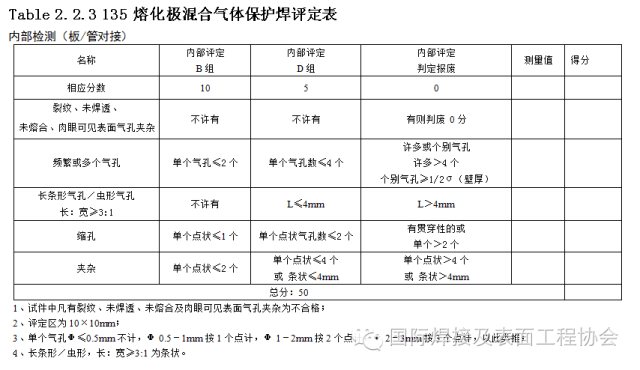
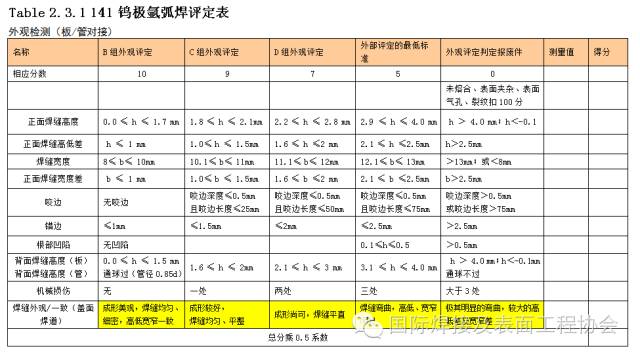
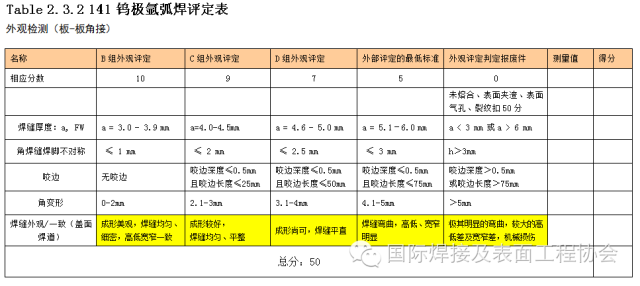
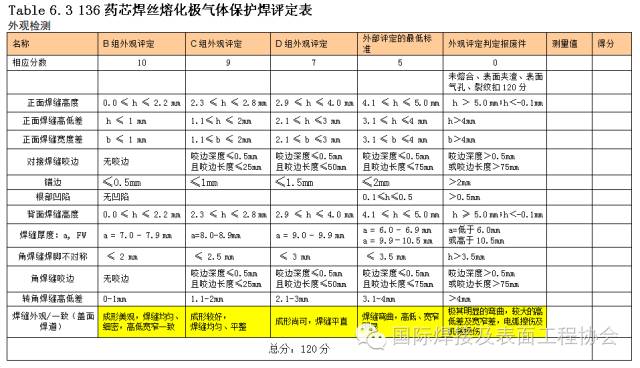
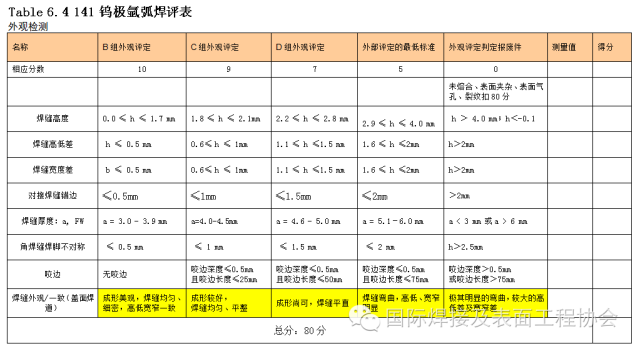
六、比赛试件的评定
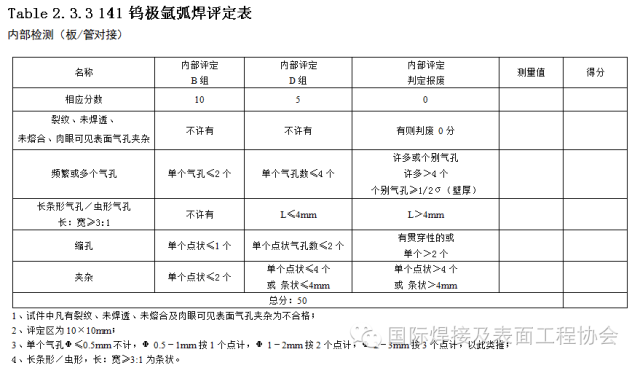
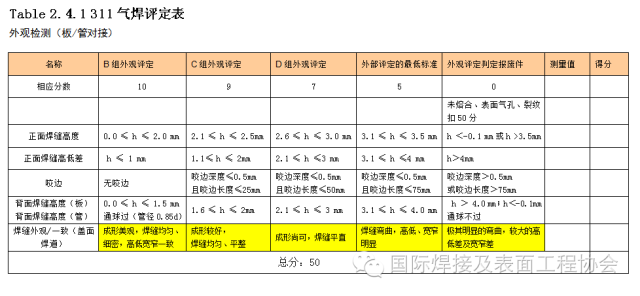
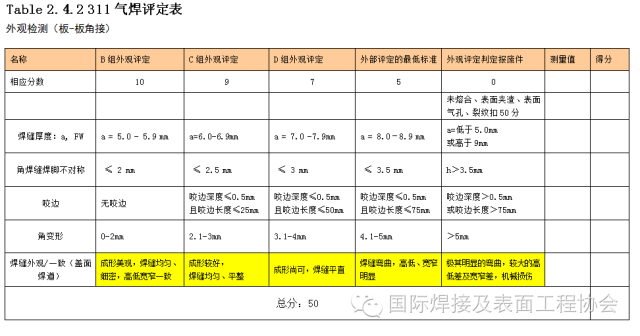
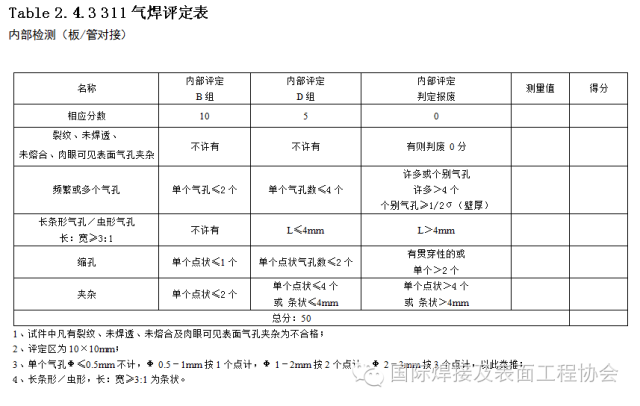
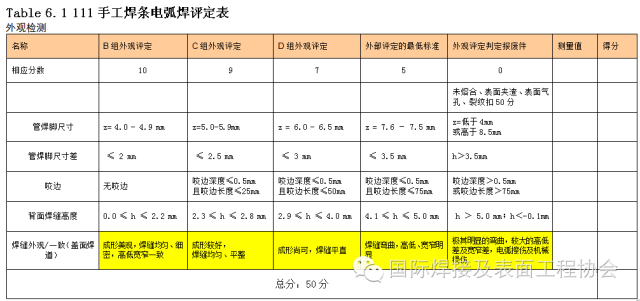
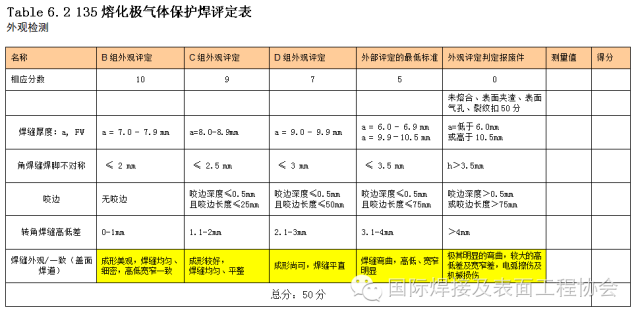
1、评定将依据比赛规则(详见表2.1到2.4的评定标准及表6.1到6.5的成品件评定标准)进行。
2、板对接及板板角焊缝试件两端各20mm范围内不评分。
3、如选手的外观及内部质量检测总分相同时,以焊接操作时间短的为胜。
七、赛场纪律
1、参赛选手必须服从监考人员指挥,按比赛技术文件进行实际操作。凡在操作比赛中违反规定,监考人员有权予以制止。对不听劝阻者,监考人员应立即向裁判长汇报,并由裁判长对选手做出处理。
2、赛场内应保持肃静,不得喧哗和相互讨论。比赛过程中选手如发现问题,应立即向监考人员反映,得到监考人员同意后,方可暂停比赛,否则时间照计。
3、考场中除指定的监考人员外,其他人员只能在规定范围内观摩比赛。
八、比赛用焊机、焊材
1、手工焊条电弧焊供应清单
设备:型号:ARC-UP400M
制造商:北京嘉克新兴科技有限公司
焊材:型号:AWSE6013(EASYARC6013);
规格:Φ2.6mm、Φ3.2mm、Φ4.0mm;
制造商:林肯电气
2、熔化极混合气体保护焊 供应清单
设备:型号:ARC-NB350P
制造商:北京嘉克新兴科技有限公司
焊材:型号:AWSER70S-6(MeritS-6);
规格:Φ1.2mm;
制造商:林肯电气
3、钨极氩弧焊 供应清单
设备:型号:ARC-WSM250
制造商:北京嘉克新兴科技有限公司
焊材:型号:AWSER70S-6(PP-TIG-50);
规格:Φ2.0mm、Φ2.5mm;钨极:Φ2.5mm;
制造商:上海电力牌
4、气焊材料供应清单
气焊炬型号:H01-6
足够数量的焊嘴(不允许用气体透镜,气焊嘴尺寸为3、4、5号)
气体点火器、通针
焊材:型号:AWSER70S-6(PP-TIG-50);
规格:Φ2.0mm、Φ2.5mm;钨极:Φ2.5mm;
制造商:上海电力牌
5、成品件焊接材料供应清单
设备:手工焊条电弧焊 型号:ARC-UP400M;熔化极混合气体保护焊、药芯焊丝熔化极气体保护焊 型号:ARC-NB350P;钨极氩弧焊型号:ARC-WSM250制造商:北京嘉克新兴科技有限公司
焊材:型号:AWSE6013(EASYARC6013);
规格:Φ2.6mm、Φ3.2mm、Φ4.0mm
制造商:林肯电气;
型号:AWS ER70S-6(STG-56);
规格:Φ2.0mm、Φ2.4mm;钨极:Φ2.5mm;
制造商:台湾首锐
型号:AWS A5.18 ER70S-6 (SMG-6);
规格:Φ1.2mm;
制造商:台湾首锐
型号:AWS A5.20 E71T-1C (SFC-71);
规格:Φ1.2mm;
制造商:台湾首锐

附件1
手工焊各项目焊接因素规定任务表
在正式的比赛期间每种方法将由抽签的方式选出三种焊接位置进行比赛!
方法: 111焊接材料1.1
P-BW
111 P BW 1.1 At10 PC ss nb
111 P BW 1.1 A t10 PE ss nb
111 P BW 1.1 A t10 PF ss nb
P-FW
111 P FW 1.1 A t10 PB ml
111 P FW 1.1 A t10 PC ml
111 P FW 1.1 A t10 PD ml
111 P FW 1.1 A t10 PE ml
111 P FW 1.1 A t10 PF ml
T-BW
111 T BW 1.1 A t10.0 D133 PC ss nb
111 T BW 1.1 A t10.0 D133 PH ss nb
111 T BW 1.1 A t10.0 D133 H-L045 (6G uphill*) ss nb
标准:
ISO 9606-1
焊接条件:
焊接工艺规范的具体内容见WPS
方法: 135焊接材料1.1
P-BW
135 P BW 1.1 S t10 PC ss nb
135 P BW 1.1 S t10 PE ss nb
135 P BW 1.1 S t10 PF ss nb
P-FW
135 P FW 1.1 S t10 PB ml
135 P FW 1.1 S t10 PC ml
135 P FW 1.1 S t10 PD ml
135 P FW 1.1 S t10 PE ml
135 P FW 1.1 S t10 PF ml
T-BW
135 T BW 1.1 S t10.0 D133 PC ss nb
135 T BW 1.1 S t10.0 D133 PH ss nb
135 T BW 1.1 S t10.0 D133 H-L045 (6G uphill*) ss nb
标准:
ISO 9606-1
焊接条件:
焊接工艺规范的具体内容见WPS
方法: 141焊接材料1.1
P-BW
141 P BW 1.1 S t5.0 PC ss nb
141 P BW 1.1 S t5.0 PE ss nb
141 P BW 1.1 S t5.0 PF ss nb
P-FW
141 P FW 1.1 S t5.0 PB sl
141 P FW 1.1 S t5.0 PC sl
141 P FW 1.1 S t5.0 PD sl
141 P FW 1.1 S t5.0 PE sl
141 P FW 1.1 S t5.0 PF sl
T-BW
141 T BW 1.1 S t4.0 D60 PC ss nb
141 T BW 1.1 S t4.0 D60 PH ss nb
141 T BW 1.1 S t4.0 D60 H-L045 (6G uphill*) ss nb
标准:
ISO 9606-1
焊接条件:
焊接工艺规范的具体内容见WPS
方法: 311焊接材料1.1
P-BW
311P BW 1.1 S t5.0 PC ss nb rw
311P BW 1.1 S t5.0 PE ss nb rw
311P BW 1.1 S t5.0 PF ss nb rw
P-FW
311P FW 1.1 S t5.0 PB sl rw
311P FW 1.1 S t5.0 PC sl rw
311P FW 1.1 S t5.0 PD sl rw
311P FW 1.1 S t5.0 PE sl rw
311P FW 1.1 S t5.0 PF sl rw
T-BW
311T BW 1.1 S t4.0 D60 PC ss nb rw
311T BW 1.1 S t4.0 D60 PH ss nb rw
311T BW 1.1 S t4.0 D60 H-L045 (6G uphill*) ss nb rw
标准:
ISO 9606-1
焊接条件:
焊接工艺规范的具体内容见WPS
附件3
2016手工焊试件规格
1.手工焊条电弧焊(111/SMAW)、熔化极气体保护焊(135/GMAW)
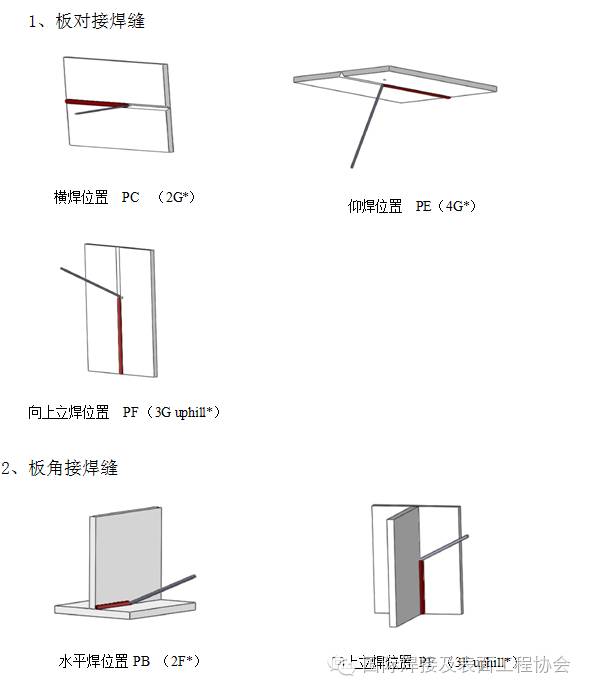
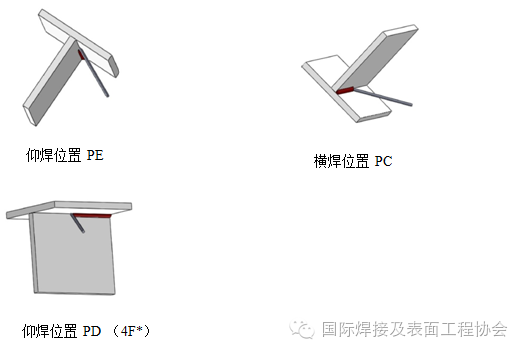
附件4
实际操作项目焊接位置图
一、板试件焊接位置(DIN EN ISO6947)
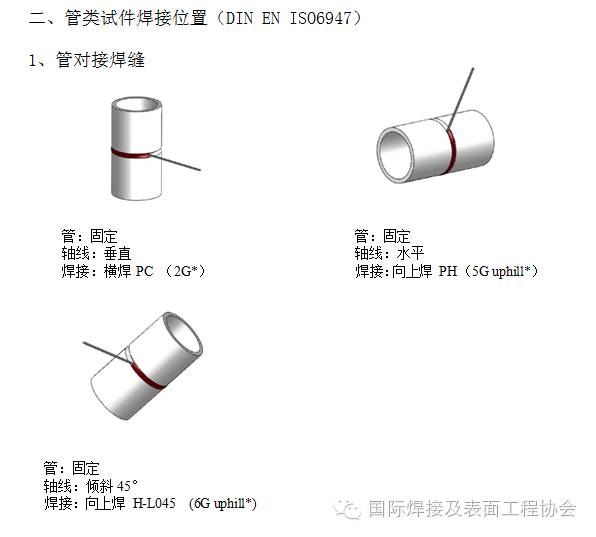
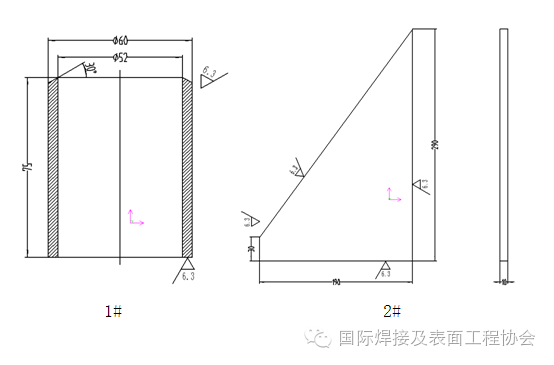
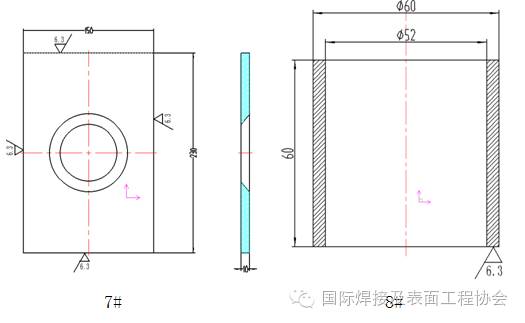
附件5
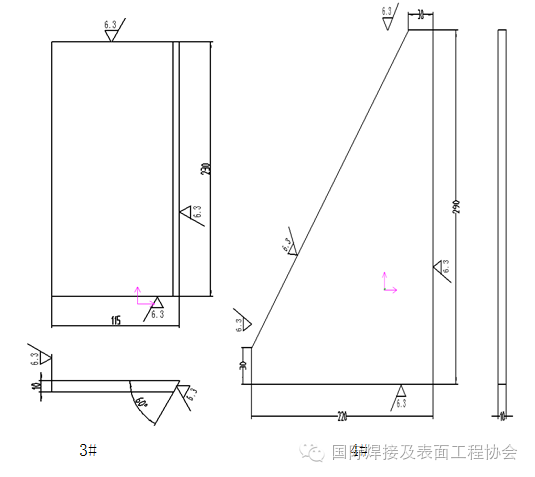
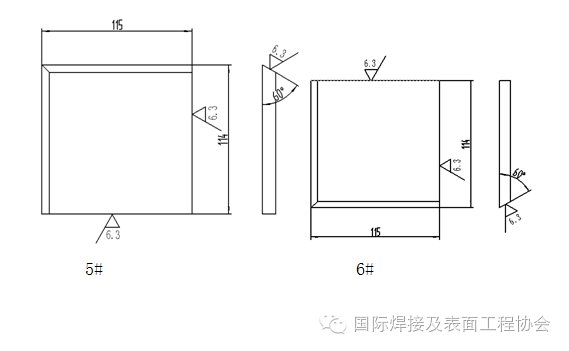
2016成品件试件规格及焊接要素
一、试件规格
名称
数量
材质
规格
1
2
20
φ60×4-30°坡口,L=75mm
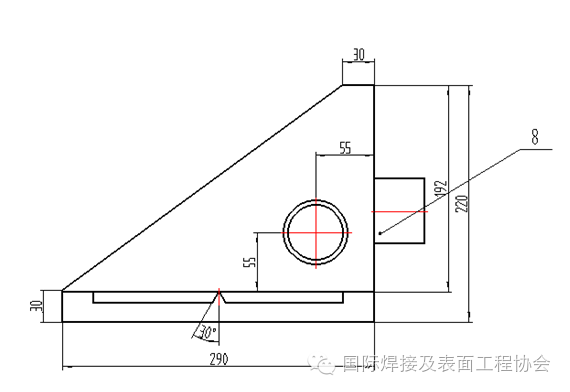
2
1
S235
角板290×190×10mm
3
1
S235
前面板230×115×10mm
4
1
S235
底板290×220×10mm
5
1
S235
前面板115×114×10mm
6
1
S235
前面板115×114×10mm
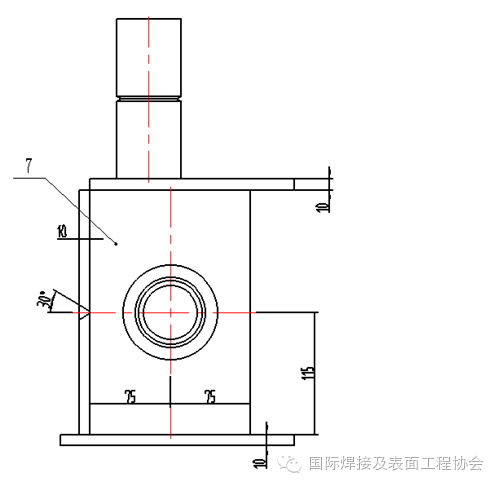
7
1
S235
侧立板230×150×10mm
8
1
20
φ60×4, L=60mm
二、结构样图
附件6
2016(第四届)北京嘉克杯国际焊接技能
大赛团体总分评分规则
Arc Cup 2016【003】号
一计分项目
1)手工焊条电弧焊(111/SMAW)
2)熔化极混合气体保护焊(135/GMAW)
3)氧-乙炔气焊(311/OFW)
4)钨极氩弧焊(141/GTAW)
5)成品件焊接(SMAW/GTAW/GMAW/ FCAW)
6)机器人焊
7)焊接表演赛
8)研讨会论文
二计分规则
1)、2)、3)、4)、5)、6)比赛项目:第1名计100分,第2名计99分,第3名计98分,第4至99名依次计97分、96分、95分、94分、93分、92分、91分……2分,第100名及100名以后名次均计1分,未参赛的单项项目按零分计入。
7)、8)比赛项目:第1名计80分,第2名计78分,第3名计76分,第4至40名依次计72分、70分、68分、66分、64分、62分、60分……2分,第41名及41名以后名次均计1分,未参加表演赛或未提交研讨会论文的代表队按零分计入。
三计算公式及符号释义
团体总分S=∑Sxy=S11+ S12+ S13+S21+ S22+ S23+ S31+ S32+ S33+ S41+ S42+ S43+ S51+ S52+ S53+ S61+ S62+ S63+ S64+S65+ S71+ S72+ S73+ S74+S75+ S81+ S82+ S83+ S84+S85
S—团体总分,Sxy—各单项计入总分的个人成绩。
x—代表8类比赛项目,1代表手工焊条电弧焊(111/SMAW)、2代表熔化极混合气体保护焊(135/GMAW)、3代表氧-乙炔气焊(311/OFW)、4代表钨极氩弧焊(141/GTAW)、5代表成品件焊接(SMAW/GTAW/GMAW/ FCAW)、6代表机器人焊、7代表焊接表演赛、8代表研讨会论文;
y—代表各参赛队计入团体成绩的人数(表演赛为表演种类数),
手工焊条电弧焊(111/SMAW)、熔化极混合气体保护焊(135/GMAW)、氧-乙炔气焊(311/OFW)、钨极氩弧焊(141/GTAW)、成品件焊接(SMAW/GTAW/GMAW/ FCAW)5个项目选取各队获得的最好成绩计入总成绩,每项限3名以内,y=1,2,3。
机器人焊、焊接表演赛、优秀论文项目选取各队获得的最好成绩计入总成绩,每项限5名/项/篇以内,y=1,2,3,4,5。

2016(第四届)北京嘉克杯国际焊接技能
大赛报名情况阶段通报
Arc Cup 2016【004】号
自2016年2月国务院国资委向有关中央企业发出《关于举办2016(第四届)北京嘉克杯国际焊接技能大赛的通知》后,各有关企业和职业院校积极响应,踊跃报名参赛,现将报名进展通报如下,并进一步澄清比赛规则,请周知。
一、报名进展
1、13个国家已报名参赛
白俄罗斯、保加利亚、德国、俄罗斯、哈萨克斯坦、加纳、捷克、罗马尼亚、蒙古国、塞尔维亚、乌克兰、新加坡、印度。
2、11个国家意向参赛,正在报名中
美国、缅甸、葡萄牙、泰国、越南、南非、英国、奥地利、马来西亚、印度尼西亚、菲律宾等。
每个国家都将派出其全国性比赛中获得单项第一名的优胜选手,有些国家单项报名参赛人数超过5人。
3、中国20余家中央企业申请参赛
11家央企完成报名表提交:中广核、中电科、航天科技、中国大唐、中国交通建设、中国一汽、中国船舶、中国中材、中国西电、中电建、中国能建。
多家央企正在组织报名中:中国石油、中国海油、中国中车、中国华能正陆续举办选拔赛遴选参赛选手;还有一些中央企业已提出申请参赛,正在提交报名表。
4、职业技术院校及各地焊接中心参赛热情空前
江南造船集团职业技术学校、厦门市集美职业技术学校、内蒙古机电职业技术学院、广西机电职业技术学院、广西石化高级技工学校、锦西工业学校、西安航空职业技术学院;天津市白金生焊接中心、湖南智谷焊接技术培训中心、株洲联城集团等单位已提交报名表。
二、比赛项目
1、核心赛项:手工焊条电弧焊(111/SMAW)、熔化极混合气体保护焊(135/GMAW)、氧-乙炔气焊(311/OFW)、钨极氩弧焊(141/GTAW)、成品件焊接(SMAW/GTAW/GMAW/ FCAW)、机器人焊。
2、焊接表演赛:从上一届大赛开始设立,本届大赛列入标准赛项,成绩计入团体总分。
3、优秀论文:作为理论考试得分,计入团体总分。
嘉克杯是焊接理论评价与技能考核的盛会。大赛为技术及管理人员专设先进制造技术与技能国际研讨会,并围绕先进制造技术、工艺、装备、材料、人才培养(培训和认证)等的最新理论与实践展开征文活动,优秀论文作为理论评价得分,计入团体总分。
三、国际会议嘉宾
2016(第二届)先进制造技术及技能国际研讨会与大赛同期举行,国内外制造技术领域数名重磅嘉宾将莅临演讲,和与会人员分享前沿学术思想和最新科研成果。来自国际焊接学会(IIW)、亚洲焊接联合会(AWF)、欧洲焊接联合会(EWF)、美国焊接学会(AWS)、德国焊接学会(DVS)、德国焊接技术培训与研究所(GSI SLV)、澳大利亚焊接学会的专家将介绍国际先进制造技术与技能及焊接专业人才培养的先进理念。
特邀嘉宾包括:
1、中国科学院院士潘际銮
2、中国工程院院士徐滨士
3、中国机械工程学会监事长宋天虎
4、中国机械工程学会磨损失效分析与抗磨技术专委会主任委员周平安
5、中国水泥协会副会长兼秘书长孔祥忠
6、河南省建筑材料工业协会会长王爱贞
7、国际焊接学会(IIW)副主席Chris Smallbone
8、国际焊接学会副主席、亚洲焊接联合会秘书长Ang Chee Pheng
9、白俄罗斯焊接学会主席Denisov Leonid
10、美国中佛罗里达大学教授Dr. Quanfang Chen
11、俄联邦焊接检测培训机构专家AlekseiMaloletkov
12、英国TWI认证培训机构首席行政长官Chris Eady
13、清华大学教授李言祥
14、清华大学教授姚可夫
15、装甲兵工程学院装备再制造工程系教授张平
16、中国石油天然气管道局副总工程师薛振奎
17、中国兵器科学研究院宁波分院焊接与再制造技术研究所副所长冯胜强
18、中国焊接协会机器人焊接(廈门)培训基地副主任刘伟
19、中国建设科技集团研发中心主任武显亮
20、中国船舶集团公司首席焊接技师张翼飞
21、北京石油化工学院教授焦向东
22、北京科技大学教授赵爱民
23、河南科技大学副校长谢敬佩
24、吉林大学材料科学与工程学院教授姜启川
25、广东省材料与加工研究所所长郑开宏
26、中国农业机械化科学研究院研究员关成君
27、国家电力工业耐磨材料实验研究中心主任温新林
28、北京嘉克新兴科技有限公司董事长刘振英
……
欢迎各界人士参与这场难得的学术和思想盛宴。
四、亚洲制造技术与技能演示会把脉行业最新风向标
大赛同期将举办亚洲制造技术与技能演示会,为参演企业搭建与国内大中型企业及国内外同行交流的平台。
参演商将带来新的制造技术、产品及一系列动态演示活动。大赛组委会将组织各参赛代表队赴演示会现场观摩,了解行业新动向,捕捉专业前沿信息,创造商业合作机会。
2016北京嘉克杯国际焊接技能大赛
机器人技术文件
Arc Cup 2016【005】号
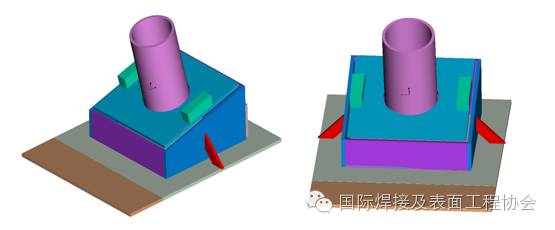
一、比赛内容本次弧焊机器人焊接比赛由机器人示教编程及试件焊接完成为考核全过程;考核成绩为试件外观评判和气压检测两部分组成。
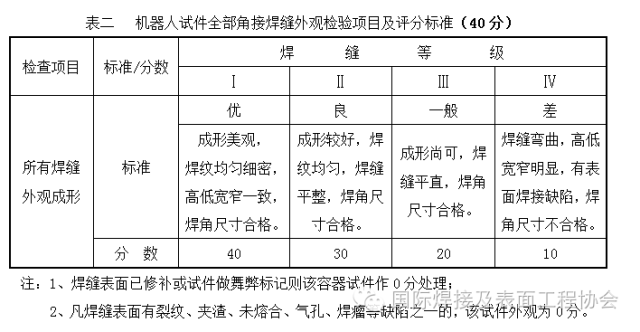
1、外观评判:对接接头的正反面焊缝成形质量和全部角接接头的焊缝成形质量成绩的总和(见表一和表二);
2、气压检测:用0.25MPa空气压力充入容器内,以检测有无泄漏为准。
3、总成绩:外观评判成绩+气压检测成绩。
4、 试件形式及要求见附图。
二、比赛方法及材料
1、碳钢薄板容器试件MAG焊接;
焊丝: AWS ER70-6,Φ1.0,
气体:使用80%Ar+20%CO2保护气体,流量自定。
2、组对预留的间隙、反变形、焊接工艺规范参数、焊接顺序及焊枪姿态自定。
3、机器人设备: 待定
三、比赛时间
1、试件赛前点固焊,点焊方法:钨极氩弧焊(TIG焊);
装配点焊时间:30分钟。
2、比赛时间: 示教编程时间+焊接时间,每人每次为120分钟。
(超时每2分钟扣1分)。
四、 比赛试件技术要求及评分标准
A、 碳钢薄板容器试件(如下图)
B、试件材料下料数量和尺寸要求:
1、管:Φ43mm(直径)*2.5mm(厚)*70mm(高) 数量1 块
2、上盖板:97mm(长)*97mm(宽)*3mm(厚)(板中心开Φ45mm的孔)数量 1 块
3、大立板:100mm(长)*50mm(高)*3mm(厚)数量 1 块
4、小立板:100mm(长)*25mm(宽)*3mm(厚)数量 1 块
5、两侧立板:100mm(长)*50mm(高侧)*25(低侧)*3mm(厚)数量 2 块
6、加立板:100mm(长)*30mm(高)*3mm(厚)数量 1 块
7、底板:150mm(长)*150mm(宽)*3mm(厚)数量 1 块
8、障碍挡块:30mm*10mm*10mm 数量 2 块
9、等边梯形障碍板:33mm(下底长)*15mm(上底长)*9mm(高)*(板厚3mm)
数量 2 块
10、底板对接板:150mm(长)*40mm(宽)*3mm(厚)数量 1 块
C、碳钢薄板容器所有焊缝,外观检验项目及评分标准(70分)(见表一、表二)
1、 焊角尺寸k=3.0*5.0mm为合格品;k=2.5*5.5mm,为不合格品。
2、 容器气压检测:用0.25MPa空气压力充入容器内,将容器放入水内,检测有无泄漏点;无泄漏者满分30分;发现每1处泄漏扣减10分。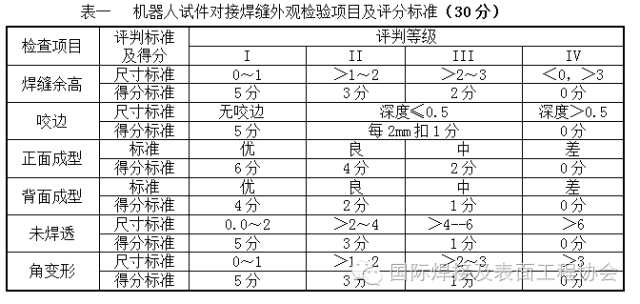
五、竞赛规则1、出示选手证和抽签单领取试件和焊材,自行进行试件组对。2、每位选手所领用试件,在组对前应检查是否符合要求,一般不准调换,若有异议,由裁判长决定是否调换。
3、试件在组对过程中如不慎装废,选手可以自行修复,但不得调换。
4、选手在正式比赛前15分钟凭比赛抽签单,按抽签顺序比赛;开赛迟到10分钟(含10分钟)以上者,按自动弃权处理。5、选手试电流只能在专门统一发给的试板上进行,不准在夹具上试电流,否则按违反考场规则处理。6、试件在编程和施焊过程中均应在焊接平台上进行,不得再变换位置和方向。不得在试件上作任何标记,否则,该单项按0分处理。7、由于停电及不可抗拒的原因影响操作时,选手有权提出,由裁判长核实裁定。8、比赛过程中,选手若需要休息、饮水、上洗手间,一律计算在操作时间内。9、比赛完毕,选手应认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始表面,清理好的试件交监考人员检查;清理好的试件由监考人员会同选手将试件交指定地点封号,并在监考记录上双方签字。10、每位选手试件由保密组用统一的封闭物将钢印号封闭,重新进行编号后交评判组进行评分。11、监考人员及赛场工作人员与参赛选手之间只能进行有关工作方面的必要联系。其他允许进入赛场的人员,一律不准与参赛选手交谈,发现营私舞弊者,立即停止工作。
12、赛场内应保持肃静,不得喧哗和相互讨论,比赛过程中如发现问题,应立即向监考人员反映,得到监考人员同意方可暂停比赛,否则时间照计。13、除当轮次的参赛选手及指定负责该轮次的监考人员、工作人员外,有关领导及新闻宣传报导人员应在组委会负责人陪同下进入赛场,进入赛场人员均须佩带规定标志,并遵守赛场纪律,其他人员一律不准进入赛场。
注:正式机器人比赛所用工件会与本技术文件图纸有所区别,特说明!



相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~