
40Cr材质主轴断裂进行焊接
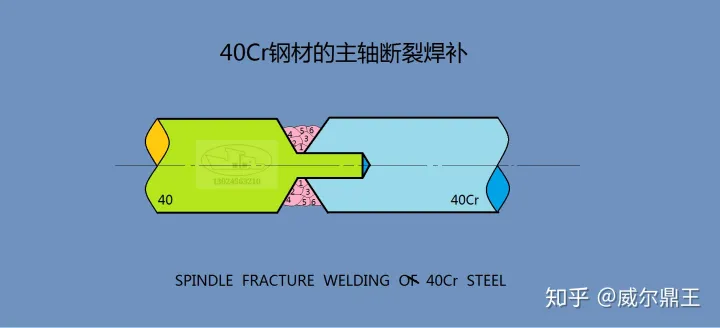
原有一电子设备的切入点脱落,织物为40Cr,釆用镶补冲压工艺技术维修。
(1)焊前预备
①坡口及换装。
为的是使弄断的切入点与交会圆钢(虽然没40圆圣皮耶尔县,因此用40圣皮耶尔县西屯庄)能换装在同一个中轴上,把切入点与交会圆钢机械研磨成总的来看的花纹,接着展开热装。
其关键步骤是用球型气乌兹县将切入点脱落后研磨好的另一端冷却到450℃以内,冷却宽度为50mm,使其造成受热,立刻用铁棒或电力电子设备把研磨好的圆钢楔进研磨好的切入点开口处去,经检查和证实横向齐心后待焊。
②用钢丝刷清扫坡口及坡口两边10mm处,直到现出光泽。把换装好的切入点垫平、垫稳,并能随便旋转,以利于冲压。
③换用脆性、延展性及抗裂性良好的Φ3.2mm、Φ4mm的J507电铜焊,铜焊均展开350℃1h研磨处置,进料以供。
④换用ZX-7 500型三相焊机,三相LX1。
⑤用石棉绳把切入点靠坡口一侧60mm处缠好,以防飞溅损坏轴外表面,影响其光洁度。
(2)冲压工艺技术
根据40Cr与40钢的冲压特点及其技术要求,做好以下几点:
①预热与点固焊。
用球型气乌兹县对冲压位置预热,但预热温度不宜过高,大约200℃即可。接着用Φ3.2mm的J507电铜焊,冲压电流100A展开点固焊,焊点要长一些。
②采用多层、多道焊法,以减缓焊缝及热影响区的冷却速度,防止造成淬硬组织。
为防止第1层焊道造成裂纹,在保证母材熔透,避免造成冲压缺陷的同时,尽量换用小直径铜焊(Φ3.2mm)、小电流(90A以内)、慢焊速,以减小熔合比,增加熔敷金属量。以后各层的冲压均采用Φ4mm的铜焊、冲压电流135A。冲压时最好一人冲压人配合旋转,使冲压点始终保持上立焊位置。
③采用短焊,铜焊作小划圈摆动。收弧要慢,弧坑要填满,每焊完一遍要认真清扫焊渣。检查和确无气孔、裂纹、夹渣等缺陷后,再冲压下一道。
④每层焊道接头之间要错开30mm以上。整个施焊过程均为连续冲压,不得中断,表面焊缝不得咬肉,要高出切入点平面2~3mm,以保证研磨后的使用强度和光洁度。
(3)注意事项
①冲压时不要在切入点焊口外侧乱引弧和熄弧。
②冲压场所要在室内,不要在风口处冲压。
③焊后立刻用球型气乌兹县把焊口温度冷却到400℃以上,再随室温冷却。接着划线找正,在机床上按原尺寸研磨成形。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~