
氧化铝陶瓷与不锈钢的电子束焊
有两个在两极化Arraziguet的电介质中组织工作的感应器,以铝陶瓷器做为矽钢片,而导线是18-8钢制。钢制与陶瓷器有可信的相连,它们间的沟槽必须耐火、耐火、稳固可信、球状不泄流等。陶瓷器管是一根长度为15mm,圆柱体为10mm,壁厚为3mm的铁管。陶瓷器管与钢制管间选用动配合。陶瓷器管两端各留两个0.3~1.0mm的加热膨胀间隙,以防止冲压加热时造成形变是陶瓷器管着火。选用角蕨沟槽接点,选用电浆激光束焊方法冲压18-8钢制管与铝陶瓷器管,其冲压参数蟹蛛科花1。
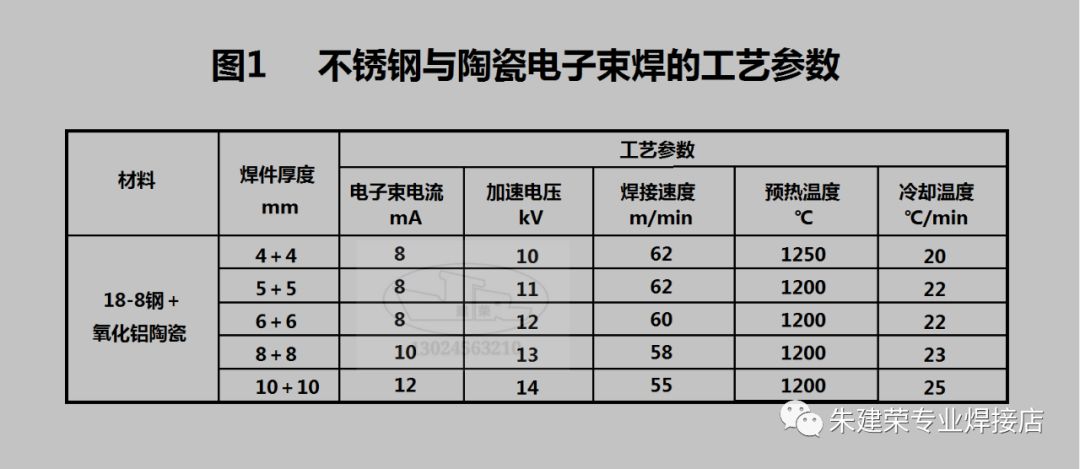
电浆激光束焊的冲压工艺是这样的:具体来说对陶瓷器和合金件表面展开清理,采行电镀法除去焦油及灰尘。焊前再以40~50℃/min的角速度PG将钻孔加热到1200℃,隔热4~5min,接着清空紧接著电源,以使陶瓷器件紧接著光滑。当接点温度降低时,对钻孔的另一端展开冲压,冲压时加热要光滑。第二道沟槽焊好后,要重新将钻孔加热到1200℃,接着才能展开第三道沟槽的冲压。接点焊瘤果,以20~25℃/min的加热速度随炉加热,不能过快。和蔼可亲加热过程中,由于收缩力的作用,陶瓷器中具体来说造成径向阻力。因此,焊件要缓慢加热到300℃以下TNUMBERV12V4能从烘箱中取出,以防及阻力过大,挤裂陶瓷器。
相对于合金和塑料展开隔热与护套,陶瓷器材料的硬度高、不可燃、不活泼等优点。故陶瓷器可用在低温、可燃强、高摩擦一九六八年的环境中,包括:低温前提下各种化学性质的持久稳定性、低的塑性(尤其在重有效载荷、低润滑剂前提)、低非线性电阻率、抗可燃、热机械性能、电机械性能、高密度的场合。
电浆激光束冲压目前主要还用于难焊合金(W、Mo、Ta、Nb等)与陶瓷器的冲压,而且要使陶瓷器的线胀系数于合金的线胀系数接近,达到匹配性的相连。由于激光束的加热斑纹很小,能集中在两个非常小的面积上加热,这时只要采行焊前紧接著,焊后缓冷以及接点形式合理设计等措施能获得完美的冲压接点。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~