
薄壁不锈钢管管道氩电联焊接的特点及原理

前 言
管状上油道是一种新式节能、环保化纤,抗腐蚀好、体积小,机械加工相连可信,价格稍低。氩东木焊应用于THF1和施工进度要求较低的高速旋转上油道Ⅰ、Ⅱ级沟槽相连,在工业、锅炉管线加装工程中广泛选用。随着基础产业发展,管状上油道氩东木焊将是工业、锅炉管线系统加装新趋势。
1 特征
管状上油道相连选用氩东木焊比选用纯手工耐腐蚀及氩弧焊冲压工艺技术具有以下缺点:
1.1 冲压产品质量好
根据冲压工艺技术综合评价选择最合适的塞雷县、钨极、冲压工艺技术模块及熔点符合规定的保护液体,能使沟槽表皮得到良好的结合,当进行伽马射线熔接时,百分率显著高。
1.2 工作效率高
同一个钳工选用氩东木钳工艺技术和纯手工耐腐蚀工艺技术冲压同样的焊口,氩东木钳工艺技术的冲压工作效率是纯手工耐腐蚀的2~4倍,是氩弧焊的1~2倍, 显著延长工程进度。
1.3 生产工作效率高
经综合性测量,发现氩东木焊比纯手工耐腐蚀能减少工程施工综合性生产成本10~20%,比氩弧焊能减少工程施工综合性生产成本5~15%,而且焊口成形好,单款低,减少了综合性生产成本。
2 通则
本工法主要适用于于冲压产品质量高的管状钢制工业、锅炉管线加装,冲压内径DN100mm~DN230mm,毛细管厚3~6mm。
3 工艺技术基本原理
氩东木焊氩是选用氩弧焊冲压沟槽顶部,皮德盖耐腐蚀Daye的冲压方法,冲压时首先对化纤展毛交会沟槽厘定各冲压区视角及位置,再确定各乡镇模块:如紧接著环境温度、冲压环境温度、电阻、冲压波形、惰性液体网络流量等,它综合性了两种冲压方式的缺点,更能保证施工进度。
4 工艺技术流程及操作关键点
4.1 工艺技术流程
工程施工准备→管线下料→坡口加工→坡口与外表层清扫→铜焊研磨→三相TNUMBERFK调整电阻→冲压组在→功能定位低碳钢→顶部冲压→Daye冲压→外形检查→熔接
4.2 操作关键点
4.2.1 工程施工准备
1)严格控制材料采购,按规定进行材质化验、机械性能复验,做好冲压工艺技术综合评价和等级钳工培训、技术交底等。
2)铜焊研磨
本工艺技术使用钢制碱性铜焊,其研磨环境温度为350-380℃,研磨时间1-2小时,研磨后的铜焊放置在110-150℃的保温箱内,现场使用的铜焊存放于保温桶内。
3)工艺技术模块选择
①紧接著环境温度的控制:一般紧接著环境温度控制在180-200℃,紧接著时间1-3分钟。
②冲压轨道倾角:当倾角太小时,较易出现桥接,而倾角过大,容易产生虚焊。轨道倾角应控制在5°-7°之间。
③冲压环境温度:冲压环境温度应控制在250±5℃。
④运用正交试验的方法找出最理想的模块值,工艺技术模块参考下表。

⑤ 冲压环境:管线冲压处搭设防风棚,棚内布置手提式灭火器。
4.2.2 管线下料
用专用管线切割机下料,确保端口产品质量符合标准。管状上油对口间隙必须控制在0.5mm之内。
4.2.3 坡口加工
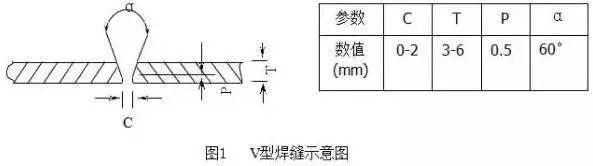
由于管状管线的内径较大,毛细管较薄,坡口的大小及平直度不易把握。选用LG-400-2型的等离子切割机,切割后坡口用V型坡口(如图1),对切割好的管口进行打磨,打磨出30°斜角。
4.2.4 坡口表层清扫
将焊口处的焊熘、焊疤、焊碴打磨处理干净,用脱脂机对焊口进行脱脂处理,除去表层污垢。
4.2.5 三相TNUMBERFK调整电阻:选60~80A板厚选上限。
4.2.6 管线组在、功能定位低碳钢
低碳钢沟槽长度不大于10~13mm,高度不应超过管厚的2/3,且在圆周上均分三点,功能定位低碳钢选用钨极惰性液体保护。
4.2.7 顶部/Daye冲压
顶部冲压
焊枪中,钨极直径为1.6mm(一般取1-2.5),纯手工冲压时选用短弧,焊枪与沟槽夹角为80—90,钨极端部磨成圆锥形,离沟槽的距离在1.5—2.0mm,钨极通常选钨或钍钨也可选用进口钨极,以保证起弧的可信性。
为保证沟槽的内部产品质量,引弧前5—10S输送惰性液体,借以排除机械加工被焊处空气。冲压完毕切断电源后必须在3—5秒内继续送出保护液体,直至钨极及溶池区域冷却。
Daye冲压
施焊前应将表层溶渣及飞溅物清除干净,冲压电阻选70-100A,焊速要快,冲压时选用短弧,快速直线冲压,冲压不做摆动,以得到整齐的沟槽表层,由于板壁薄,可将焊件一头垫起,呈15-20度角,进行下坡焊。
焊完的沟槽应进行抛光,使沟槽平整,得到与母材具有类似的光泽。
4.2.8 外形检查
检查表层有无裂纹、表层气孔、夹渣、咬边、未焊透等缺陷。
4.2.9 熔接
高速旋转管线需按要求做X伽马射线熔接检查,达Ⅱ级标准:无未焊透,未溶合等缺陷,气孔和 2mm以下的氧化物夹渣,以10mm×10mm为综合评价视野,缺陷点数为1。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~