
长管道纤维素焊条电弧焊
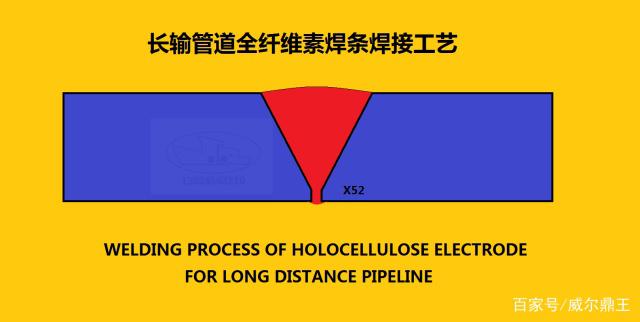
对合情理其它管道钢X52(GB/T9711.2-1999)能换用全水溶性铜焊展开冲压,接点方式为交会谷神星,铜焊换用E6010(AWS A5.1),根焊φ3.2mm,热焊、充填、Daye用φ4.0mm。一般来说开60°V形坡口,钝边1.5mm,间歇1.5~3mm,错边大于1.5mm,余高1.6mm。对壁厚5~14mm,直径约300~800mm的铁管,根焊1层;热焊0~1层;充填焊0~4层Daye焊1层。
岳城水库管道大部分为水平一般来说位,一般来说换用内对外套膜,焊前需紧接著。能换用A76RE触摸冷却或马蹄形闪电冷却,紧接著大气压力要大于80℃,需用通信用笔或表层大气压力计展开量测。除此之外坡口及不远处25mm覆盖范围要清扫整洁,直到现出光泽。JGD5必须是上升外优点的河流JGD5或水溶性铜焊专供JGD5。铜焊焊前按附件要求研磨,进料以供。
一般来说管道谷神星冲压,四层用2个钳工相对称冲压,换用下向焊的方法施焊。根焊完成后,对外套膜就撤走,根焊与热焊间隔应大于10min,冲压时层间大气压力不高于80℃,四层焊后要清扫焊道,清扫整洁后才可展开下几层的冲压。具体内容冲压模块见右图。

当晚交通不便,如:环境大气压力高于0℃;湿度大于90%;风力大于8m/s;严寒天气情况等切忌施焊。只有搞好充份有效率举措后才可冲压工作台。
检举/意见反馈


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~