
汽车生产厂之焊装车间——焊接工艺学(焊接电弧)
一、冲压静电的点燃操作过程
1、冲压静电的基本概念
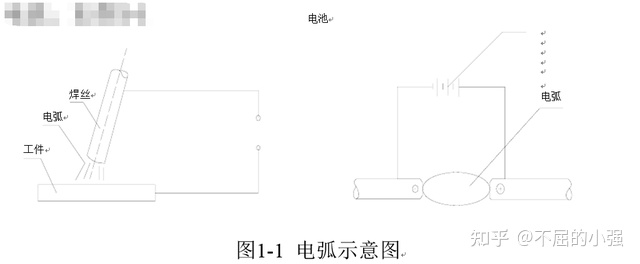
1.1 静电:两极化的光和大量的热液体振动的基本原理 冲压时,将塞雷县(铜焊)与焊件碰触后迅速掀开,此时在塞雷县下部和焊件间立刻造成了光亮的静电,如图1-1
关上腾讯APP看高画质相片
1.2 静电:实质上是在很大前提下,磁矩透过两阳极间的液体内部空间的一类极性现像,换句话说是一类液体振动现像.(民主自由静电)
1.3由冲压控制器供应的,具有很大电阻的两阳极或阳极与钻孔间,在液体电介质中造成的两极化而长久的振动现像,称作冲压静电。
1.4液体无法极性 →电阻通不过,静电就无法自发性地造成。
1.5静电的造成和保持的重要前提之一是 :必须使两阳极间的液体呈现出延展性 →液体极化
1.6使液体呈现出延展性的方式是把液体极化。液体极化后,原本液体中的许多温和颗粒变革为电子零件、阳离子等电磁场,此时电阻就可以透过液体间歇而逐步形成静电
2、液体极化
2.1使温和的液体大分子或氢原子释振动子逐步形成阳离子的操作过程叫做液体极化
2.2使液体极化所须要的热量称作极化阻抗(或极化功)
2.3使温和光子鞭策所须要的最高另加热量称作鞭策阻抗。

2.4使纯手工静电焊时静电能难点燃和平衡熔化,N45EI243SF铜焊中重新加入许多极化阻抗比较低的化学物质,如水玻璃(Na2·SiO2·H2O或K2O·SiO2·H2O)、氢氧化钠(Na2CO3)、花岗岩(Ca C
2.5液体极化的类型主要有:热极化、磁场作用下的极化、光极化
3、阳极电子零件升空
3.1阳极的金属表面连续地向外升空发电子零件的现像;
3.2阳极电子零件升空也和液体极化一样,两者都是静电造成和保持的重要前提。而且是阳极电子零件的升空越两极化,静电熔化就越平衡;
3.3电子零件从阳极金属表面逸出所须要的热量称作电子零件逸出功。
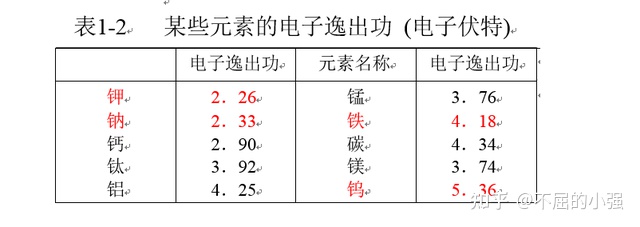
3.4在铜焊中由于药皮中含有较多的钾、钠、钙等化合物,也有利于阳极电子零件的升空,从而促使静电熔化更平衡。
3.5电子零件升空有以下几类:热升空、磁场升空、撞击升空等。阳极电子零件升空后,又从冲压控制器获得新的电子零件。
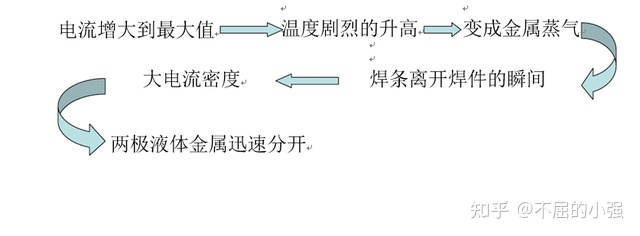
3.6冲压静电的点燃操作过程:
3.6.1我们把造成两静电间的液体发生极化及电子零件发放射而引起静电熔化的操作过程叫静电的点燃。
3.6.2静电的点燃:
第一类方式是将两阳极互相靠近到只有1~2毫米的间距,此时如果在两阳极间加 有很高的电阻(约1000伏以上),那么在强磁场作用下,阳极上的电子零件既可以克服阳极内部正磁矩对它的静电引力而逸出阳极表面,即造成了电子零件升空,造成了空气中振动而逐步形成静电。
第二种方式是先将通上控制器的铜焊末端与焊件表面相碰触,然后迅速地将铜焊掀开至焊件表面距离3~4毫米的间歇,则静电就在铜焊与焊件的间歇中熔化了。
3.7电阻恢复时间:
3.7.1在冲压操作过程中,控制器电阻由短路时的零值增到静电电阻复然的电阻值所须要的时间。
3.7.2电阻恢复时间对于冲压静电的复然以及冲压操作过程的平衡性具有重大实际意义。这个时间的长短,是由焊机的特性来决定的。在静电冲压时,对静电电阻的恢复时间要求越短越好,一般不超过0.05秒。如果电阻恢复时间太长,则静电就不难点燃及造成冲压操作过程不平衡。
3.8冲压静电引然的顺利与否,还与如下因素有关:
冲压电阻强度、静电中的极化化学物质、控制器的空载电阻及特性等
如果冲压电阻大,静电中又存在难极化的元素,控制器电阻的空载电阻高时,则静电的引然就难。
二、冲压静电的构造及静特性
2.1冲压静电的构造及温度
2.1.1冲压静电的构造可以划分为三个区域:阳极区、阳极区、弧柱。
2.1.1.1阳极区 静电紧靠负阳极的区域称作阳极区。阳极区很窄,约为10-5-10-6厘米。
2.1.1.2阳极斑点:在阳极区的阳极表面有一个明显的光斑点,它是静电振动时,负阳极表面上集中升空电子零件的微小区域。
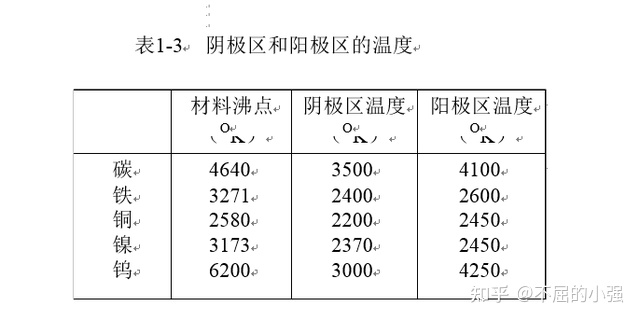
2.1.1.3阳极区的温度一般达2400~3500OK,放出的热量占36%
2.1.1.4阳极区 静电紧靠正阳极的区域称作阳极区。阳极区较阳极宽,约为10-3-10-4厘米。
2.1.1.5在阳极的阳极表面也有光亮的斑点,它是静电振动时,正阳极表面上集中接收电子零件的微小区域,称作阳极斑点。
2.1.1.6阳极区的温度一般达到2600~4200 OK,放出的热量占43%左右。
2.1.1.7弧柱:静电阳极区和阳极区间的部分称作弧柱。
2.1.1.8由于阳极区和阳极区都很窄,因此弧柱的长度基本上等到于静电长度。
2.1.1.9弧柱中所进行的电操作过程较复杂,而且它的温度不受材料沸点的限制。因此弧柱的中心温度可达6000~8000 OK.放出的热量占21%左右。
2.1.1.10 弧柱的温度与弧柱中液体电介质和冲压电阻大小等因素有关;
2.1.1.11冲压电阻越大,弧柱极化程度也越大,弧柱温度也越高。
2.1.1.12静电电阻 静电两端(两阳极)间的电阻降称作静电电阻
U弧=U阴+U阳+U弧= U阴+ U阳+bl弧
式中:U弧—静电电阻(伏特)
U阴—阳极压降(伏特)
U阳—阳极压降(伏特)
U弧—弧柱压降(伏特)
b—单位长度的弧柱压降,一般为20~40伏/厘米
l弧—静电长度(厘米)
弧柱电阻降与弧柱长度成正比

2.2、静电的静特性
2.2.1在阳极材料、液体电介质和弧长很大的情况下,静电平衡熔化时,冲压电阻与静电电阻变化的关系称作静电静特性。一般也称伏—安特性。 表示它们关系的曲线叫静电的静特性曲线。
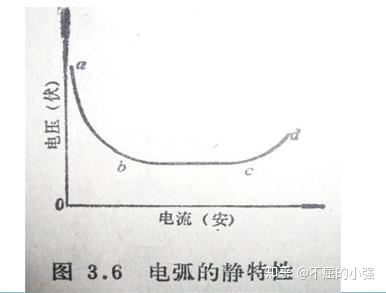

2.2.2不同的阳极材料、液体电介质或静电长度,对静电静特性均有影响,当其它前提不变时,弧长增加,静电电阻也长高,静电静特性曲线位置也相应升高,见图 。当电阻很大时,静电电阻与弧长成正比。
三、 冲压控制器的极性、应用及静电的平衡性
3.1冲压控制器的极性

3.2正接和反接:
3.2.1所谓正接就是焊件接控制器正极、铜焊(塞雷县)接控制器负极的接法,正接也称正极性。
3.2.2反接就是焊件接控制器负极,铜焊接控制器正极的接线法,反接也称反极性 。
3.2.3对于交流电焊机来说,由于控制器的极性是交变的,所以不存在正接和反接
3.3.4正接及反接的优缺点:
正接:熔深深;
反接:飞溅小,静电熔化平衡,氢气孔造成的可能性小;
直流钨极氩弧焊焊铝时具有阳极破碎作用;
3.2、冲压控制器极性的应用
选用冲压控制器的极性时,主要应根据冲压方式、铜焊的性质和焊件所需的热量来决定;如用酸性铜焊、直流控制器
厚板→正接
薄板→反接
碱性低氢型铜焊时,无论冲压厚板或薄板,均应采用直流反极性,因为这样可以减少飞溅现像和减少气孔倾向,并能使静电平衡熔化。
3.3、冲压静电熔化的平衡性
冲压静电的平衡性就是指静电保持平衡熔化(不造成断弧、飘移和磁偏吹等)
1)冲压控制器的影响
(1)冲压控制器的特性
(2)冲压电阻的类型
(3)冲压控制器的空载电阻
2)冲压电阻的影响
3)铜焊药皮的影响
4)静电长度
5)其它影响因素
四、 冲压静电的偏吹
4.1、冲压静电偏吹的原因:
1)铜焊的偏心度过大
2)静电周围气流的干扰
3)磁偏吹
4.2、直流静电焊时,因受到冲压回路所造成的电磁力的作用而造成的静电偏吹造成静电造成磁偏吹的因素
(1)接地线位置不正确引起的静电偏吹
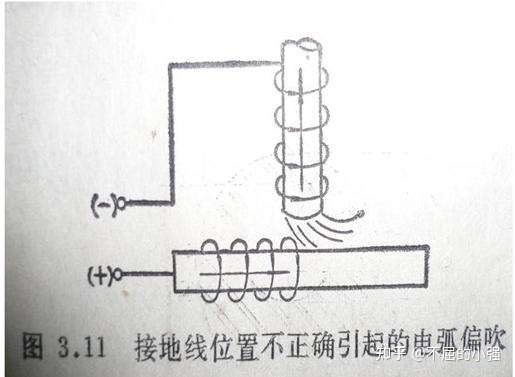
磁偏吹的方向与焊件上的接地线位置有关(静电偏向接地线相反的方向),而与控制器的极性无关。
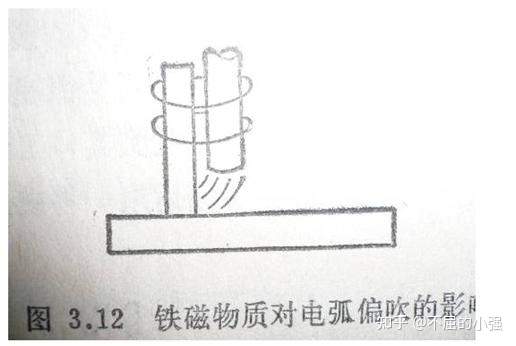
(2)铁磁化学物质引起的静电偏吹
(3)铜焊与焊件的相对位置不对称引起的静电偏吹

磁偏吹与冲压电阻有关,冲压电阻越大,磁偏吹现像越严重,只有在使用直流控制器冲压时才会发生。
4.3、减少或防止冲压静电偏吹的方式:
1)冲压时,在前提许可的情况下尽量使用交流控制器冲压
2)在露天操作时,如果有大风则必须用挡板遮挡,对静电进行保护
3)在冲压间歇较大的对接焊缝时,可在接缝下面加垫板
4)在焊缝两端各加一小块引弧板及引出板
5)采用短弧冲压
6)在操作时适当调整铜焊角度
7)适当地改变焊件上的接地线部位
4.4、采用小电阻冲压对克服磁偏吹也能起很大的作用。
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~