
10种常见的焊接方式,各种焊接原理,动图直观学习
1.铜焊耐腐蚀
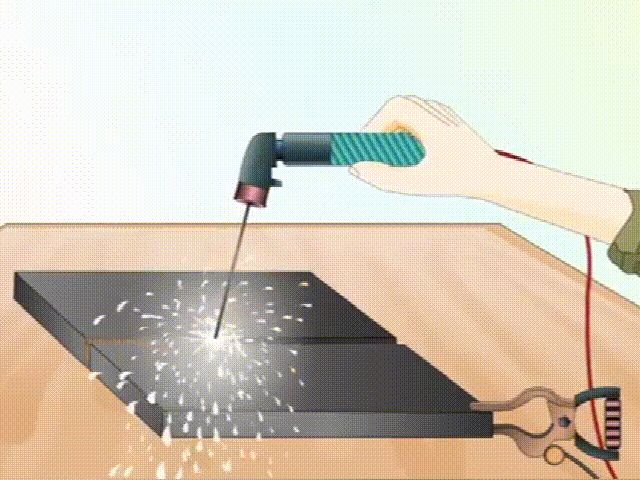
铜焊耐腐蚀是借助铜焊与钻孔之间创建起来的平衡熔化的静电,使铜焊和钻孔熔化,进而赢得稳固冲压接点的工艺技术形式。冲压操作过程中,药皮急速地降解、熔化而聚合液体及溶渣,为保护铜焊下部、静电、硝酸锶或其不远处地区,避免水蒸气对熔化合金的有毒环境污染。铜焊芯也在静电热作用下急速熔化,步入硝酸锶,共同组成沟槽的充填合金。
2.埋焊

埋焊(含埋弧堆焊及电渣堆焊等)是一类静电在銲接层下熔化进行冲压的形式。其所谓的冲压产品质量平衡、冲压劳动生产率高、无韦尔泰宗及臭气极少等缺点,使其成为建筑施工、管段锻造、苞藓屋瓦等重要混凝土制做中的主要冲压形式。
3.氩焊
氩焊,是使用惰性液体作为为保护液体的一类冲压控制技术。 又称为惰性液体体为保护焊。就是在耐腐蚀的周遭通上惰性液体为保护液体,将水蒸气隔绝在焊区以外,避免焊区的水解。
氩焊控制技术是在一般耐腐蚀的基本原理的基础上,借助惰性液体对合金焊材的为保护,通过高电阻使焊材在被焊板材上溶化成固体形成硝酸锶,使被焊合金和焊材达至机械锻造紧密结合的一类冲压控制技术,由于在低温熔化冲压中急速送去惰性液体,使焊材不能和水蒸气中的氮气碰触,进而避免了焊材的水解,因此可以冲压钢制、铁类纺织合金。
4.spinning

spinning,英语为:oxygen fuel gas welding (全称OFW)。借助易燃液体与饮者液体混和熔化聚合的闪电为冷却系统,熔化焊件和冲压材料使之达至原子间紧密结合的一类冲压形式。饮者液体主要为氮气,易燃液体主要采用乙炔、液化石油气等。
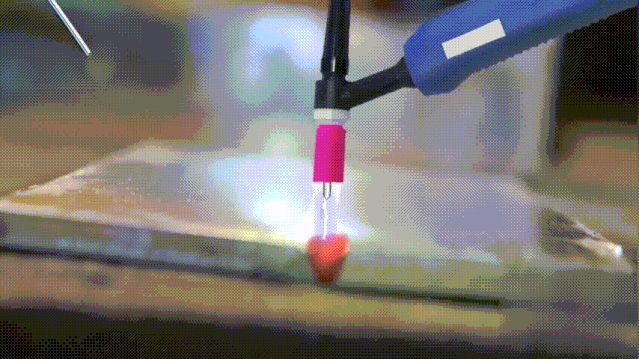
5.激光焊
激光焊是一类以聚焦的激光束作为能源轰击焊件所产生的热量进行冲压的形式。由于激光具有折射、聚焦等光学性质,使得激光焊非常适合于微型零件和可达性很差的部位的冲压。激光焊还有热输入低,冲压变形小,不受电磁场影响等特点。
由于激光器价格昂贵、电光转换效率较低等原因,激光焊尚未广泛应用。
6.二保焊
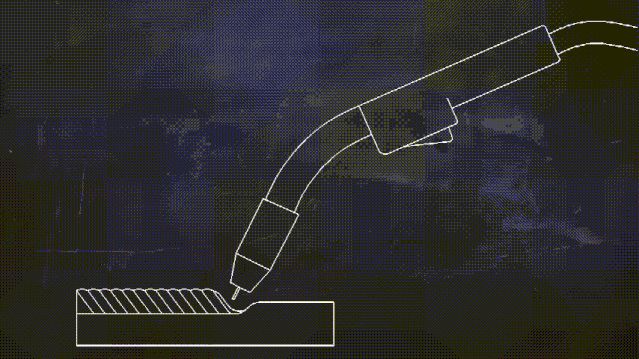
二保焊(全称二水解碳液体为保护焊)工艺技术适用于低碳钢和低合金高强度钢各式各样大型混凝土工程冲压,其冲压劳动生产率高,抗裂性能好,冲压变形小,适应变形范围大,可进行薄板件及中厚板件冲压。
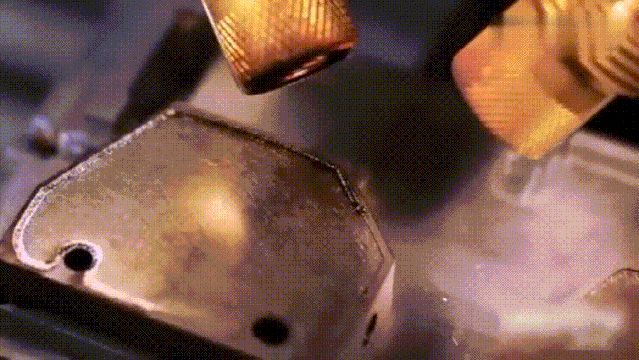
7.摩擦焊
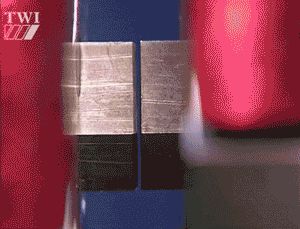
摩擦焊,是指借助钻孔碰触面摩擦产生的热量为冷却系统,使钻孔在压力作用下产生塑性变形而进行冲压的形式。
在压力作用下,是在恒定或递增压力以及扭矩的作用下,借助冲压碰触端面之间的相对运动在摩擦面或其不远处地区产生摩擦热和塑形变形热,使或其不远处地区温度上升到接近但一般低于熔点的温度区间,材料的变形抗力降低、塑性提高、界面的水解膜破碎,在顶锻压力的作用下,伴随材料产生塑性变形及流动,通过界面的分子扩散和再结晶而实现冲压的固态冲压形式。
8.超声波焊
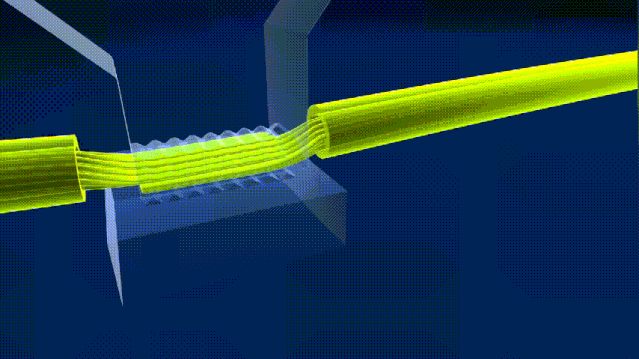
超声波冲压是借助高频振动波传递到两个需冲压的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。
9.软钎焊
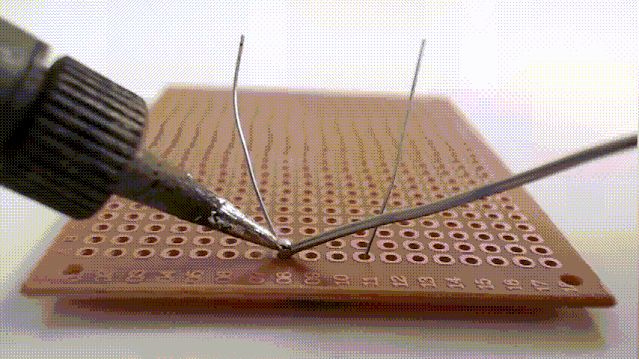
软钎焊是使用熔点不超过450℃的钎料,通过加热到低于母材熔点而高于钎料熔点的软钎焊温度而实现连接的一类连接形式。钎料通过毛细作用铺展在紧密贴合的连接表面上,或通过润湿作用铺展在钻孔表面上。
软钎料是液相线温度(熔点)不超过450℃的软钎焊用钎料。软钎料通常是不含铁的合金。450℃的温度是钎焊和软钎焊的分界点。钎焊所涉及的大部工艺技术参数及影响因素也适用于软钎焊。事实上,软钎焊、硬焊或银焊等工业术语也是用来区分软钎焊和钎焊的。
10.硬钎焊
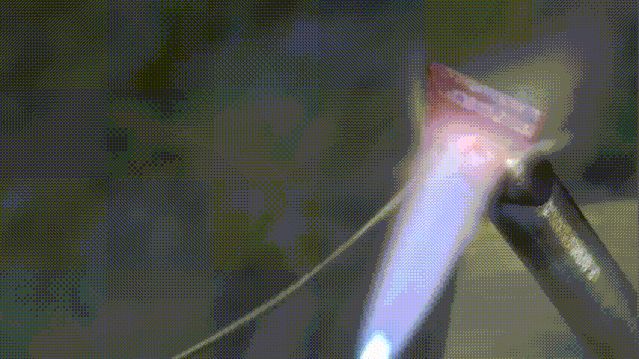
硬钎焊属于低温钎焊工艺技术。大多数硬钎焊温度在1200~1400F°,(比软钎焊的温度高得多,但比熔焊的温度低得多)。与软钎焊一样,硬钎焊依靠毛细作用使接缝填满钎料。有许多不同种类的硬钎料合金,可以用来冲压几乎任何种类的合金或合金合金。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~