
结506、结427等结构钢焊条冷焊铸铁的工艺要点
很多朋友接触过铸铁的焊接,有时效果不理想。这是因为没有遵循或者根本不知道铸铁的电弧冷焊工艺特点。今天结合相关资料给大家聊聊结构钢焊条冷焊铸铁操作工艺要点。
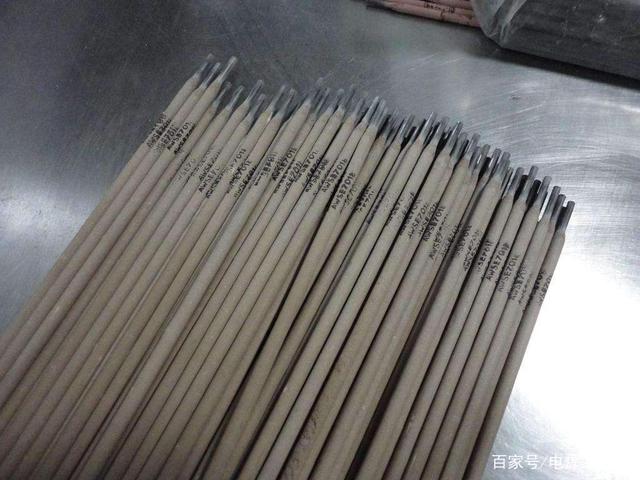
 结506低氢钾型焊条
结506低氢钾型焊条电弧的冷焊工艺工艺要点是短段,断续,分散焊,较小电流融深浅,每段锤击消除应力,退火焊道前段软。焊接时要减小应力,防止裂纹、白口组织、焊缝剥离等缺陷的产生。前提条件是,防止局部过热,减少整体温差,焊后保温。选择合理的电流,控制焊接时间,焊后锤击等等措施。
冷焊时电流很重要,必须严格掌握。大了会增加融深和熔合区白口层的厚度。因此采用较小的电流,但必须保证焊缝与母材融合良好。
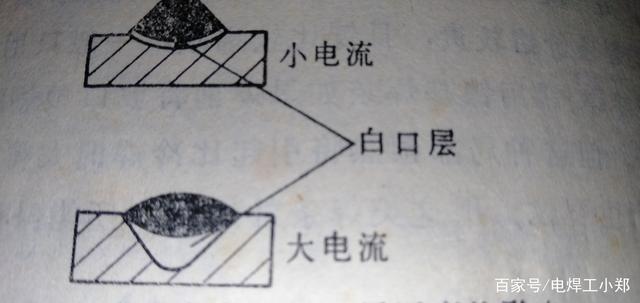 电流大小对白口层厚度的影响。。
电流大小对白口层厚度的影响。。焊接的关键是减小融合比,缩短高温停留时间,尽量缩短焊段长度和焊接时间,加快冷却速度。减轻白口层。采用合理的坡口形式,选用小直径2.5毫米或3.2毫米焊条。电流不应过大过小,否则会形成融合不良。3.2毫米焊条可采用120~130安的电流,缩短焊接时间是有效的措施,而且与减小电流相比,不易产生融合不良。是实际层面可以采取的措施。
严格限制焊接时间,融合良好,立即断弧,每次焊接时间可控制在1~2秒以内,同时分散焊接。也可以不分散焊,每一焊点压前一焊点,部分重叠,这种焊法就是瞬间点焊。然后是采取冷焊工艺焊满坡口。采取以上内容措施后,一般都会取得良好的焊接效果。
 结427低氢型焊条
结427低氢型焊条文章到此结束,我是电焊工小郑,有喜欢的朋友可以点击关注,评论或者转发。谢谢!
举报/反馈
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~