
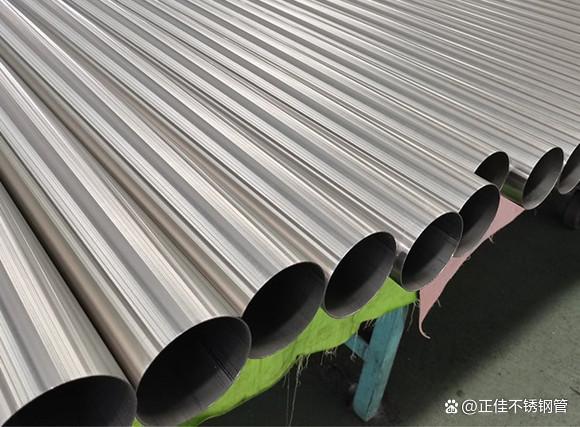
316L不锈钢管焊接要求
316L上油在冲压时须要特别注意甚么呢?冲压工艺技术间接亲密关系着公差产品质量的优劣,而316L管的冲压的好与坏与冲压方式,冲压金属材料、冲压模块等有亲密关系。那时他们就说说316L上油冲压明确要求。

一、冲压方式
依照钢制的特征,可选用纯手工耐腐蚀、氩焊三种方式,这种能尽量减少热Eygurande。当直径约小于159mm的选用氩焊腮红,纯手工耐腐蚀Daye;当直径约小于159mm的选用氩焊。JGD5选用纯手工耐腐蚀/氩焊合用WS7-400电流元式弧JGD5。

二、冲压金属材料
为满足316L上油的接头具有相同性能,应该遵循等成分原则选择冲压金属材料。同时为增强接头抗热裂纹和晶间腐蚀能力,使接头出现少量体,选择HooCr19Ni12Mo2氩焊用焊丝。纯手工耐腐蚀用焊条CHS022作为填充金属材料。
三、冲压模块
奥氏体钢制公差的突出特征是对过热敏感,因此需选用小电流,快速焊,多层焊时要严格控制层间温度,使层间温度小于60℃。

四、坡口形式以及装配定位焊
坡口形式选用V形坡口。由于选用了较小的冲压电流,熔深小。因而坡口的钝边比碳钢小,约为0-0.5mm,坡口角度比碳钢大,约为65-70度。因为316L管材热膨胀系数比较大,冲压时产生较大的冲压应力,明确要求选用严格的定位焊。对于直径约小于89mm的管道选用两点定位。直径约在89~219mm的选用三点定位。对于直径约小于219mm的选用四点定位,定位焊缝长度6-8mm。

五、冲压技术明确要求1、选用纯手工耐腐蚀时,冲压应选用直流反接;如果是氩焊,则要直流正接。2、焊丝在使用前,焊条要按照明确要求进行烘干,防止气孔的产生。3、坡口和焊件待焊处两侧各20mm表面清理干净,不应有油污,油漆、氧化皮及其他杂质,必要时用酒精或丙酮清洗,甚至要进行打磨。否则,焊缝金属会产生气孔和增碳。4、对316L上油腮红焊时,焊缝的厚度要保持均匀一致,并与根部良好的进行熔合,收弧时要形成缓坡形,熄弧时要填满弧坑,以防弧坑产生裂纹。5、应分段进行冲压,且焊后要进行冷却,能水冷,这种既能增大接头的冷却速度,又能减小冲压应力,可谓时一举两。
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~