
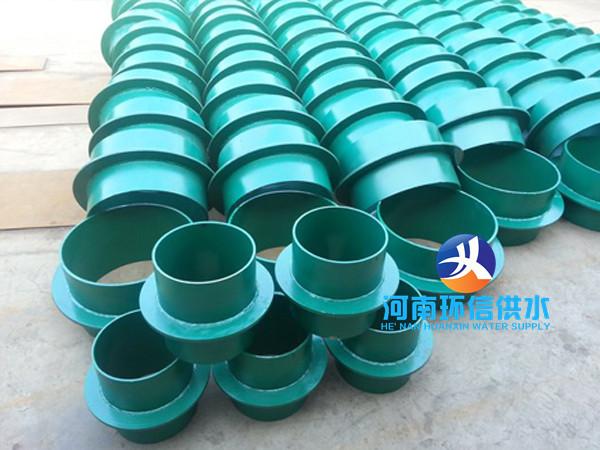
厂家如何控制防水套管的焊接缺陷
防尘钻孔主要是用在管线当中,用于补偿管线即使墙体下陷等原因产生的偏转,即使防尘钻孔自身具有伸缩式功能,所以它能起到弱化管线径向压力,为保护管线的作用。一般而言防尘钻孔与管线并行有两种方式:艾里相连和冲压。艾里相连较为牢固,走低能力也较为强。在展开艾里相连的这时候,要保证管线舰炮与防尘钻孔的舰炮相符合,这样管线上的艾里与防尘钻孔的艾里才能较好地对应起来。除此之外并行艾里的螺丝要松脱,螺丝要采行电镀处理,以防较长时间采用导致螺丝锈蚀而开裂,影响防尘钻孔的采用。在采行冲压的这时候,沟槽要一次顺利完成,冲压时用亚焊腮红,冲压时不得掀开铁管,往复滑动,焊完顺利完成孔利耶焊口展开X伽马射线熔接,以防止冲压对管线导致受损。

1、提高冲压质量的以下几点建议
(1)依照不同的坡口形式正确选择冲压次序
在能展开单面冲压的情况下,大部分坡口都能按照先焊硅片焊道,再焊过渡阶段层,最终焊扁枝的次序展开冲压。要坡口两侧夹渣和咬边厚边同织物钢丝刷或磨光机片清扫整洁。要采用排焊,铜焊不要纵向转动。如果根本无法实心施焊,则根本无法按先焊扁枝再焊过渡阶段层,最终焊硅片焊道的次序施焊。但冲压前还需要采行其他的为安全措施,如在沟槽外侧充满为保护气体等等,除此之外在冲压扁枝焊道时,要严控焊道宽度,不能过厚。
(2)严控焊道的熔深
冲压过程中熔深的大小不一是很难推论的,操作中钳工往往是依照电阻的大小不一,硝酸锶的大小不一,间接推论熔深的大小不一。一般情况下,过渡阶段层与硅片焊道间的charged广度在1. 5~2. 5mm间为好,冲压扁枝

时,扁枝焊道与过渡阶段层焊道间的融合广度在0. 5~1.0mm间为好。
2、未焊透的控制
加强坡口质量检查, 控制合理的钝边量;加强装配质量检查, 严把装配质量关, 控制合理的错边量;加强标准培训及伪瑕疵在结构的模拟检验,避免内部瑕疵的错判;加强钳工基本技能的培训;按冲压工艺数据单要求, 采用合理的冲压电阻。
3、未charged的控制
加强直缝冲压钢管钳工基本技能的培训, 消除根部未charged瑕疵产生;注意层间修整, 避免出现沟槽及运条不当而导致未charged;严格按WPS 要求, 采用合理的冲压电阻;正确处理钨丝的打磨角度和冲压停留时间。
4、夹渣的控制
加强钳工基本技能的培训, 控制铁水与熔渣分离;按冲压工艺数据单要求, 控制冲压电阻;加强冲压过程的层道清扫;采用合适规格的铜焊;冲压接地线应该在工件中合理接地, 控制电弧偏吹
5、气孔的控制
按国家标准要求, 加强直缝冲压钢管施工环境控制, 现场建立合理的施工清洁区;按冲压施工方案要求展开坡口清扫, 严控坡口两侧的清洁度;加强钳工基本技能的培训, 控制冲压电弧的合适长度;不得管内有穿堂风, 采行端部封堵等措施;加强现场通风条件, 控制空气潮湿度小于等于90%;采用低氢型铜焊;控制氩气纯度大于等于99.99%;选择设备性能稳定的电焊机且标定合格。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~