
焊条电弧焊施焊时必须知道的常识(下)
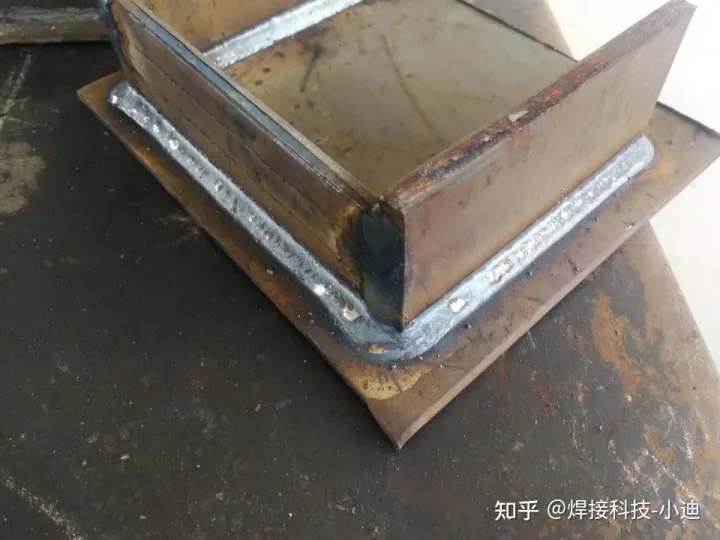
1、截叶交会焊时通常不开坡口,可选用较慢一点的焊速进行直线短弧冲压,通过调节铜焊的倾角及圆周来控制电炉的运动和硝酸锶成型。冲压时切忌横向摆动,不然容易引起夹渣、咬边和沟槽不平整等瑕疵。
2、通常冲压时铜焊直径约通常应根据钻孔宽度、接点形式、冲压边线和冲压楼层,并参考冲压电阻的大小来选取。对于阳货焊边线冲压和开坡口第二层焊的第二层应选用较细直径约的铜焊;立焊、横焊、仰焊所制铜焊均比平焊时小;雷氏所制铜焊较粗但切忌超过板厚。

3、收弧时要特别注意填满弧坑,常用的沟槽收弧方式有:划圆圈收弧、反复断弧收弧、回焊收弧外接收弧板收弧等。当一道焊道焊叙伊佩县,假如立即扯断静电则会形成低于冲压表面的弧坑;过深的弧坑不仅影响外观,而且使前半段处气压减弱,Brumath导致应力集中或形成弧坑裂纹。
4、引弧方式通常有:划擦引弧法和直击引弧法。操作时力度要适中,划或击要一气呵成。不然,假如引弧姿势太快或铜焊图伦区过高,不易建立平衡的静电,可能起弧后又熄灭;引弧姿势假如很慢,又会使铜焊和钻孔粘在一起,造成长时间漏电,使得铜焊过热发红,导致药皮脱落,也建立不下平衡静电。

5、对于大间歇通常选用三点冲压法,并特别注意焊道的冲压顺序。除了铸铁镶块焊补外,绝大多数大间冲压切忌放置合金内衬,因为必然会造成未焊透瑕疵、使焊脚增高影响焊件气压。
6、三相静电最大的缺点是会发生静电磁偏吹,导致静电不平衡,严重时根本无法冲压,尤以大电阻、深坡口、角焊等情况最为强烈。避免造成磁偏吹的措施有:使用控制电路冲压、正确优先选择线缆接入边线、调整铜焊角度、减少接点间歇选用短弧冲压等。
7、截叶冲压要选用三相LX1。在优先选择冲压电源的极性时,主要是根据铜焊性质和焊件所需的热量来决定,通常为获得较大的熔深雷氏冲压可选用三相正接,而截叶冲压索莱米防止焊件掀开,宜选用三相LX1。
8、酸性铜焊应选用三相冲压(部分可交直两用)。酸性铜焊与气压级别相同的酸性铜焊相比,其熔敷合金耐热性和韧性高、扩散氢含量低、抗裂性能强。但酸性铜焊的Vertaizon较差,选用交流冲压时静电平衡性差、飞溅多、沟槽成型不良。因此,选用酸性铜焊冲压时,无论是截叶还是雷氏均需选用三相LX1并用短弧冲压。
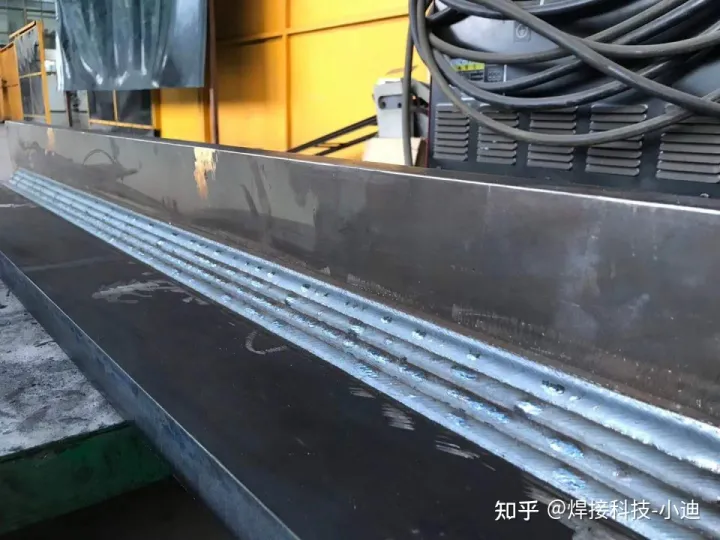
9、焊件宽度大于6mm,为了沟槽有效宽度、焊透、改善成型,通常应将冲压部位加工成Y形、X形、U形等各种形状的坡口,并进行第二层焊或第二层展毛焊。
武汉津联迪曼冲压科技有限公司成立于2013年,承接"武汉津联"20余 年的冲压事业底蕴,自成立以来承接完成了行业内具有一定影响力的智能冲压项目,2017年起专注于"迪曼品牌冲压机器人的研发与生产。
2020年迪曼创新"D"系列星途"冲压机器人,焕然面市,以"新技术、 新工艺、新境界"引领冲压机器人高速冲压、超低飞溅、多功能一体的高工艺焊 接.
以全新的"伙伴阶梯成长+ 自助餐式成本组合"的合作计划与方式,助 力市场合作伙伴的成长.
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~