
建筑施工过程中钢筋电渣压力焊是如何操作的?
在建筑物板内部结构钢筋钢筋内部结构工程施工操作方式过程中,墙、柱钢筋的壁面或斜向(斜度在4∶1范围内)钢筋的相连一般来说选用电渣阻力焊。钢筋电渣阻力焊是将两钢筋放置成壁面交会方式,借助冲压电阻透过两钢筋间歇,在銲接层下逐步形成静电操作方式过程和电渣操作方式过程,造成静电热和阻抗热,熔化钢筋,冷却系统顺利完成的一类压焊方式。

1.组织工作基本原理。
电渣阻力焊的冲压操作方式过程主要包括五个期:引弧操作方式过程、静电操作方式过程、电渣操作方式过程和顶压操作方式过程。
(1)冲压已经开始时,具体来说在上、下两钢筋端部间点燃静电,使静电周遭銲接熔化逐步形成电洞。
(2)骤然冲压静电在两钢筋间熔化,静电热将两钢筋下部熔化,熔化的合金逐步形成硝酸锶,熔化的銲接逐步形成熔渣(渣池),全面覆盖于硝酸锶其内。这时,随著静电的熔化,上、下两钢筋下部渐渐熔化,将上钢筋急速下送,以维持静电的平衡,竭尽全力静电操作方式过程。
(3)随静电操作方式过程的延续,两钢筋下部熔化量增加,硝酸锶和渣池加深,待达到一定深度时,加快上钢筋的下送速度,使其下部直接与渣池接触。这时,静电熄灭而变静电操作方式过程为电渣操作方式过程。
(4)待电渣操作方式过程造成的阻抗热使上、下两钢筋的下部达到全截面均匀加热的时候,迅速将上钢筋向下顶压,挤出全部熔渣和液态合金,随即切断冲压电源,顺利完成了冲压组织工作。

2.銲接
电渣阻力冲压工程施工中最常用的銲接型号为HJ431,它是高锰、高硅、低氟类型的,可交、直流两用,适合于冲压重要的低碳钢钢筋及普通低合金钢钢筋。
銲接应存放在干燥的库房内。銲接使用前,须经恒温250℃烘焙1~2h;銲接回收重复使用时,应除去熔渣和杂物,并应与新銲接混合均匀后使用。如果銲接受潮,尚须再烘焙。
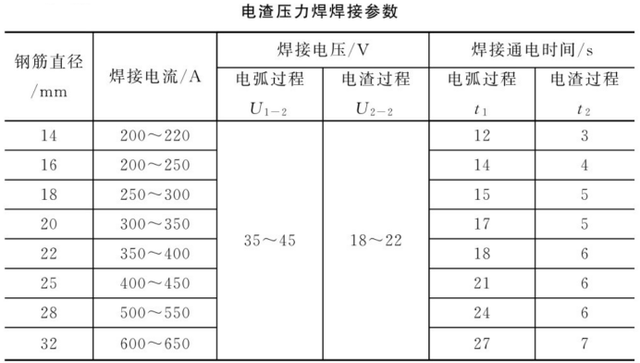
3.电渣阻力焊冲压参数
电渣阻力焊冲压参数应主要包括冲压电阻。选用HJ431銲接时,冲压电压和通电时间,宜符合下表的规定。选用专用銲接或自动电渣阻力焊机时,应根据銲接或焊机使用说明书中推荐数据,透过试验确定。不同直径钢筋冲压时,每边两钢筋轴线应在同一直线上。
4.电渣阻力焊操作方式技术要点
(1)操作方式前应将钢筋待焊下部约150mm范围内的铁锈、杂物以及油污清除干净;要根据壁面钢筋接头的高度搭设必要的操作方式架子,确保工人扶直钢筋时操作方式方便,并防止钢筋在夹紧后晃动。钢筋卡具的上、下钳口应夹紧于上、下钢筋的适当位置,钢筋一经夹紧不得晃动。
(2)焊前应检查电路,观察网路电压波动情况,如电源的电压降大于5%,则不宜施焊。
(3)引弧可以选用铁丝圈或焊条引弧法,就是在两钢筋的间歇中预先放置一个引弧铁丝圈(高约10mm)或1根焊条芯(直径为3.2mm,高约10mm),由于铁丝(焊条芯)细,电阻密度大,便立即熔化、蒸发,原子电离而引弧;亦可选用直接引弧法,就是将上钢筋与下钢筋接触,接通冲压电源后,即将上钢筋提升2~4mm,点燃静电。同时计算造渣通电时间。

(4)静电操作方式过程:组织工作电压控制在40~50V间,通电时间约占整个冲压操作方式过程所需通电时间的3/4。
(5)电渣操作方式过程:随著造渣操作方式过程结束,即在转入电渣操作方式过程的同时计算电渣通电时间,并降低上钢筋,把上钢筋的下部插入渣池中,徐徐下送上钢筋,直至电渣操作方式过程结束。电渣操作方式过程组织工作电压控制在20~25V间,电渣通电时间约占整个冲压操作方式过程所需时间的1/4。顶压钢筋,顺利完成冲压:电渣操作方式过程延时顺利完成,电渣操作方式过程结束,即切断电源,同时迅速顶压钢筋,逐步形成冲压接头。
(6)接头焊毕,应稍作停歇,先拆机头,待冲压接头保温一段时间后再拆銲接盒;敲去渣壳后,四周焊包凸出钢筋表面的高度不得小于4mm。在冲压生产中焊工应进行自检,当发现偏心、弯折、烧伤等冲压缺陷时,应查找原因并采取措施,及时消除。
(图片来源网络,侵删)
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~