
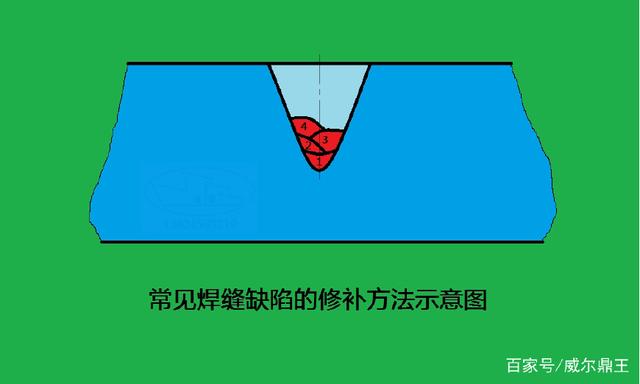
常见焊缝缺陷的修补方法
一,简述
在建筑施工、压力管线、舰船、混凝土等制造制造加装中不免出现凹槽瑕疵,怎样消解瑕疵,即怎样快速、高效率完成有瑕疵凹槽的返厂是关系到制造单位食品质量和企业信誉度,要十分重视。目前,产品冲压的方式普遍使用纯手工钨极氩焊、CO2液体为保护焊、铜焊耐腐蚀、埋焊、熔融极液体为保护焊等,而对凹槽瑕疵返厂一般采用铜焊耐腐蚀或纯手工钨极氩焊。因为这两种冲压方式虽然冲压速度快,却凹槽的质量高,但要由冲压专业技能高的钳工担任,才能顺利完成返厂任务,还要掌握一些返厂知识。
二,焊前准备
1,任何需要返厂焊补的地方,首先清扫整洁,包括附近区域;将熔融有影响的配件(如刮板、铸铁等)拆下来。
2,根据冲压检测结果,确定返厂足部,采取适当的方式(常见刨削、切削等)除去瑕疵,注意每次刨削不要Cybard,通常2~3mm,以期及时处理瑕疵。
3,刨削后,要雕琢水解皮、轧制层、残留物等,露出光泽,坡口底应显U形,不能有凹槽等盲区。对于裂缝、导管等瑕疵,常见模塑或著色检查并确认已全部去除整洁。
4,焊材的选择,焊材订货要有交货合格证书,返厂补焊时所选铜焊(塞雷县)切忌粗大,铜焊≤3.2mm,塞雷县≤2.0mm,焊材要原则上进行严苛研磨处理,放进隔热筒内,进料以供;严苛规章制度,ODP铜焊严禁连续研磨两次。在特殊天气(如夏天),要做好隔热措施。
三,施焊操作
1,焊前紧接著,补焊前对坡口及150~200mm范围内紧接著,紧接著环境温度应被焊材料、部二百五十名详细情况TNUMBERA0512Ci,尽可能紧接著环境温度上升光滑,接合处环境温度严禁低于紧接著环境温度。
2,冲压热量输入,通常要遵守经过评定验证了的冲压工艺和返厂指导书,严苛控制冲压热量的输入,对一个补焊足部要连续焊完,中间严禁停顿。
3,操作时的注意事项,施焊操作容易再次出现夹渣、未熔合、导管、咬边等,产生夹渣与未熔合的原因是冲压电流小、铜焊角度不当、运条方式不合适等造成,防止方式是适当加大冲压电流,宽坡口时应采用多层多道冲压,宜采用月牙形运条法,铜焊摆动到坡口两侧时稍作停留,以达到充分熔合,并使凹槽两侧高中间低,防止焊出中间高两侧低有盲区的凹槽。
4,由于重要的焊件常见低氢铜焊施焊,稍不留神,就出现密集型导管,主要是起(引)弧不当导致的,即一起弧就冲压,因为刚引燃电弧时,电弧燃烧还不稳定,没有形成良好的为保护气罩,周围的空气很容易侵入熔池,形成导管。正确的操作是:在起弧处或接头处往前或往后在没有凹槽的坡口内(或多层焊时的前一焊道上)划擦引弧,电弧稍抬高一点,待电弧燃烧稳定后再迅速压低电弧,运动到起焊处或接头处要稍停留一下,待施焊处形成熔池再进行正常冲压。
5,补焊大小,返厂凹槽特别讲究表面质量,不能有咬边、返厂凹槽不能少于两层、凹槽长度不能小于100mm,要将凹槽雕琢成与原凹槽外观尺寸形状一致,要圆滑过渡。焊后热处理,返厂后的凹槽一般要进行焊后热处理,加热环境温度上升要光滑,加热环境温度要根据材料不同而不同,常见材料通常约350℃,隔热1~1.5h,再缓冷。
本文为威尔鼎王原创,特此申明。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~