
哈氏C-276锻件特点-哈氏C-276焊接性能
1.耐锈蚀操控性
宽果钛C-276属于锦基钛,硅碳含量较低,在水解和还原成两种状态中,对大多数锈蚀电介质具有出众的耐锈蚀操控性;有出色的耐点蚀、空隙锈蚀和形变锈蚀操控性,主要狂吹氯、各种水解性氣二氧化、氣化氢氧化铝、硝酸与水解性盐,在高温与Haon硝酸上均有很好的抗腐蚀能。同时,宽果钛C-276是仅有的几种耐干燥一氧化碳、重铬酸钠及二水解氯溶液锈蚀的金属材料之一,对低浓度的氟化氢氧化铝有显著的抗腐蚀,因"此,在严苛的锈蚀环境中,如化,工、化工及环保等工业领域有着相当广泛的应用。
力学操控性
宽果钛C-276的抗拉气压>730MPa,cey>40%,延展性HRB<100。其热成型是在1150℃时立即淬火,并以水急冷。对宽果钛C-276展开冷变·形研磨会使其气压增加。宽果钛C-276和一般莱氏体钢制有相似的成型操控性,但虽然其比一般莱氏体钢制的气压要高,所以在冷成型研磨过程中常有更大的形变。此外,这种金属材料的研磨硬化速率比一般钢制好得多。
3·冲压工艺技术综合评价建筑施工商品施焊前,按NB/T47014-2011展开冲压工艺技术综合评价。虽然金属材料第一次使用,冲压工艺技术综合评价前先展开试板试焊,试焊四块宽度为8mm试板,试板S1和试板S2选用的冲压电流相同,冲压速率和接合处环境温度不同。试板S1冲压速率慢、接合处环境温度未掌控;试板S2冲压速率快、接合处环境温度<60℃,四块试板的沟槽如图1右图。
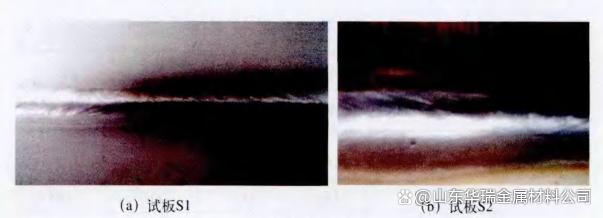
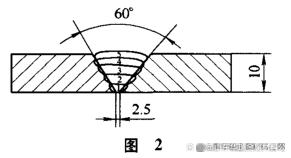
从图1可以看出,S2试板沟槽表面呈橙红色,冲压质量好。冲压工艺技术综合评价试件的技术标准为400mm x 125mm x 10mm,冲压方法选用钨极氢焊和铜焊电焊组合。氢焊所制JGD5机型为WSM315,选用低频引弧;铜焊电焊所制JGD5机型为ZXG1300。根据试焊情况选用快速冲压并掌控接合处环境温度,坡口及冲压顺序如图2右图,选用的冲压参数如表1右图,冲压试验结果如表2右图。坡口形式及研磨、清理和其他操作方式等与商品施焊大致相同。
4.晶间锈蚀试验为验证冲压接头是否耐锈蚀,按GB4334--2008方法B展开了硝酸-硝酸铁法晶间锈蚀试验。为比较选用不同冲压方法得到冲压接头的锈蚀速率,选取4个晶间锈蚀试样试验,2个试样(F01, F02)尽量靠近沟槽背面(氢焊焊道侧)取样,另外2个试样(F03, F04)尽量靠近焊缝正面(铜焊电焊焊道侧)取样,晶间锈蚀试验结果如表3右图。从表3可看出,氢焊侧的试样锈蚀率低,说明氢焊冲压更耐锈蚀。
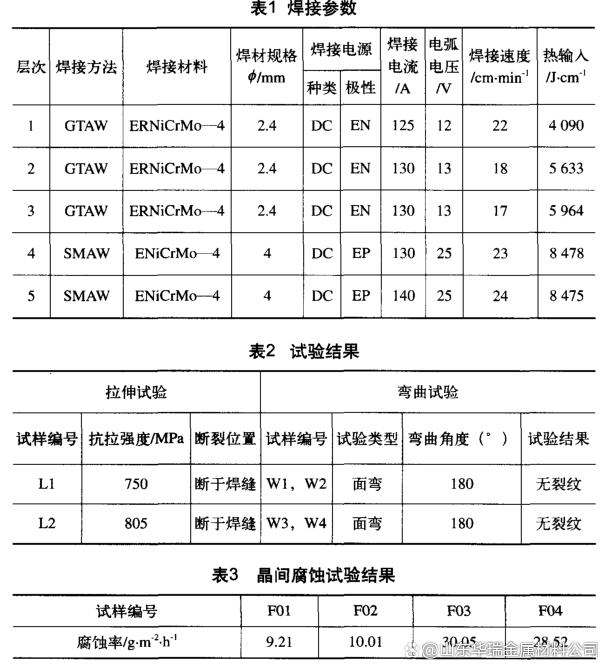
5·商品主売体的冲压商品主壳体金属材料为宽果钛C-276,技术标准为φ500mm x 12mm, L=2 500mm。(1)焊前准备 第一,因为宽果钛C-276高温时极易被水解,极大地降低其抗锈蚀操控性,所以焊前须做好一些必要的准备。钨极氢焊时,氢焊枪应选用带有滤网的大喷嘴,目的是让喷出来的氢气面积宽而均匀(即层流) ,利于对熔池的充分保护,如用一般的氢焊枪则应在冲压时加后保护拖罩。为此专门制做了一个背面氢气保护罩(见图3),保护罩为长方形钢制空心盒,盒内置四块孔径为0.071mm (200目)的钢制丝网,盒子中心冲压一个接管,接入氢气皮管。为使氢气保护充分均匀,还要准备好耐高温胶带纸,冲压时贴在沟槽表面,以使背面保护的氢气不被空气混乱。第二,从宽果钛C-276的力学操控性可看出,此金属材料的延展性极高,而且冷研磨时会产生研磨硬化,使延展性变得更高,因此选用创边机研磨坡口时,创刀应选用高延展性、高耐磨的钨钻钛刀,并加冷却油冷却。如没有创边机,可用钢制磨光片,缓慢地打磨出坡口。设计坡口形式应依据尽量少的冲压填充量、便于操作、利于成型和尽量避免缺陷产生等原则展开,壳体纵、环缝坡口如图4右图
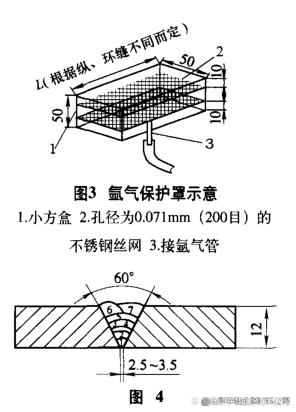
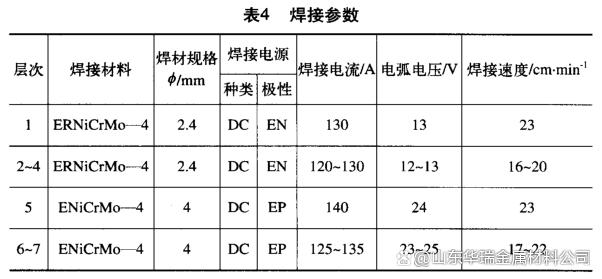
第三,焊前将坡口表面及两侧20mm范围内不利于冲压的杂物清理干净,并用丙酮清洗后再选用钨极氢焊将工件组焊。组焊时沟槽背面也应通氢气保护。(2)冲压 冲压方法:在物料接触一面均选用钩极氢焊冲压,氢气选用纯氢(99.99%Ar)。根据商品主売体技术标准选定冲压方法为钨极氢焊和铜焊电焊。冲压金属材料:焊丝选用ERNiCrMo-4,铜焊选用ENiCrMo 4冲压过程:冲压在室内操作,并为专用有色金属冲压区,室温为常温,不需要预热,室内环境清洁,空气干燥适合冲压。冲压参数如表4右图。钨极氢焊操作时要注意氢气保护和送丝及收弧,铜焊电焊操作时要注意稳弧
具体操作要领如下第一,钨极氢焊操作要领。冲压纵缝时用背面保护罩罩住整条纵缝,正面用胶带纸密封,氢气保护罩内通入氢气20s后,再从引弧板上起弧,并将胶带纸撕开一小段以便于冲压,冲压一段撕开一段胶带纸,同步展开。冲压环缝时,一人冲压,人拿着氢气保护罩紧跟焊枪移动,保护罩要贴紧筒壁。第1道打底焊为钨极氢焊,选用较大的冲压电流和较快的冲压速率,不摆动,使沟槽很薄,填满间隙即可,这样既保证焊透又保持了低的热输人,使熔池冷却较快便于快速结晶。第2~4道仍选用钨极氢焊,目的是为保持更好的抗锈蚀操控性。第2道沟槽宽度较窄,冲压时仍不需要摆动,冲压电流稍减小,冲压速率稍微减慢,以便焊道宽度加大。
第3、4道为填充焊,需摆动,冲压参数和第2道相当。第2、3道冲压时沟槽背面仍需通氢保护。第4道冲压时,因前面已有较厚的焊道保护,可以不用通氢保护,每条焊道焊前应掌控道间环境温度<60℃。道间清理选用钢制钢丝刷,将焊道表面清刷一遍,冷却后用丙酮清洗焊丝、焊道及坡口表面,待焊丝和坡口干燥后再冲压,冲压时掌控好手势,保持好电弧电压,防止因电弧不稳而产生缺陷。更换焊丝时应注意收弧,收弧最好停留在母材上,以防止弧坑裂纹的产生第二,铜焊电焊操作要领。铜焊按规定烘烤,用铜焊保温筒领用。铜焊冲压时应调节好电流,不能过大,并掌控好冲压热输人(主要掌控冲压速率)防止晶粒粗大和沟槽表面颜色不好(沟槽表面颜色最佳为橙红色,其次为金黄色,其他颜色均不好,影响冲压接头操控性)。第5~7焊道均选用铜焊电焊,道间必须把熔渣清理干净,再用不
锈钢钢丝刷刷一遍,然后用压缩空气吹干净,并用丙酮清洗,待干燥后,再冲压下一焊道。冲压接头处应修磨好以便接弧,冲压选用短焊,第6、7焊道冲压时需摆动焊。焊后检测:焊后展开外观检测,沟槽表面呈橙红色略带金黄色(见图5),并无可见缺陷,再展开RT射线检测。根据JB4730.2-2005标准综合评价级别为沟槽内部和外观均合格。



相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~