
焊接过程中预热、后热及焊后热处理
紧接著
1.紧接著的目地减少焊后的加热速率。增加淬硬偏激,避免裂缝造成。增加热负面影响区的环境温度差别,有利于增加冲压形变。
2.紧接著应用领域的覆盖范围对淬硬偏激非常大的废钢展开冲压时,需焊前紧接著;对铬镍莱氏体钢制展开冲压时不能展开紧接著。紧接著的选择应根据废钢的成分、厚度、内部结构刚性、接点形式、冲压材料、冲压方式以及各种因素等综合考量,并通过模量实验来确定。加热覆盖范围:一般在坡口两边各75~100㎜覆盖范围内应保持一个均热地区。通信用点应取在热地区的边缘。对对接接点每侧加热长度严禁小于板厚的5倍。
后 热(焊后将焊件隔热缓冷,能减缓沟槽和热负面影响区的加热速率,起到与紧接著相同的作用)。1、消H处置:焊后立刻将焊件加热到250~350。C覆盖范围,隔热2~6小时,后核心部件 。2、目地:加速沟槽合金中H的逸出,大大减少沟槽和热负面影响区中的含H 量,避免冷裂缝的造成。3、应用领域覆盖范围:焊件若不能立刻退火而焊件又必须及时除H时,则需即使作消H处置。
焊后退火含义:将焊件总体或局部性加热隔热,然后炉冷或核心部件的一种处置方式作用:减少冲压残余形变。松弛淬硬部位。改善沟槽和热负面影响的组织和性能。提高接点的脆性和韧性。平衡内部结构的体积。
常用焊后退火的方式总体加热处置:将焊件置于烘箱中总体加热处置, 能得到满意的处置效果。焊件展开进炉和出炉时的 环境温度应在300。C下列, 300。C下列的加热和加热速率 与板厚相关。应符合下列明确要求:
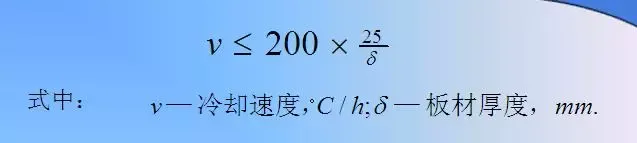
对耳稃罐子,加热和加热速率为50~150℃ /h,总体处置时炉内最大温差严禁超过50 ℃ 。如果焊件太长需分成二次处置时,重叠加热部分应在1.5m以上。局部性退火:对体积较长不便总体处置,但形状比较 规则的简单Transcaucasia罐子、机械加工,能展开局部性处置。局部性处 理,应保证沟槽两边有足够的加热长度。对舰壳的加热 长度与舰壳半径、壁厚相关,按下式计算。
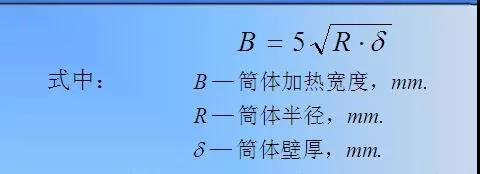
例如,对直径为1200mm,壁厚为24mm的舰壳环沟槽局部性退火时,以沟槽为中心的600mm覆盖范围内,都要加热到规定的处置环境温度。一般在下列情况要考量焊后退火:助焊剂合金气压级别较低,造成延后裂缝偏激非常大的一般玻璃钢。处于高温下组织工作的建筑施工或其它冲压内部结构,的的脆性转变环境温度下列采用的建筑施工。助焊剂合金气压级别较低,造成延后裂缝偏激非常大的一般玻璃钢。处于高温下组织工作的建筑施工或其它冲压内部结构,的的脆性转变环境温度下列采用的建筑施工。承受接头处载荷组织工作,明确要求疲劳气压的构件。大型受压罐子。有形变腐蚀和焊后明确要求几何体积较平衡的冲压内部结构。
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~