
四种不锈钢打底焊焊接方法,满满的技巧


上油的冲压一般来说由腮红焊、充填焊、盖面焊几部份共同组成。上油腮红焊是上油冲压中最关键性的劳特尔,它不但关系到工程建设的产品质量,所以关系到工程建设的工程进度,
现阶段钢制腮红分成左上角充氩和若无氩三种工艺技术。左上角充氩为保护又分成实芯塞雷县+TIG工艺技术和实芯塞雷县+TIG+脂类纸工艺技术三种;左上角若无氩为保护又分成药芯塞雷县腮红焊和焊棒(药皮塞雷县)腮红TIG焊。
钢制腮红焊选用的三种方式
钢制腮红焊一般来说选用TIG工艺技术,依照当晚的前述情形,他们可选用下列三种方式展开腮红焊。
①左上角选用堵板展开阻截换气为保护的方式;
②只选用脂类纸或选用脂类纸与堵板并重展开阻截换气为保护的方式;
③选用药芯塞雷县腮红TIG焊。
④选用药皮塞雷县(自为保护塞雷县)腮红TIG焊。
1.左上角选用堵板展开阻截换气为保护的方式(即实芯塞雷县+TIG)
上油道预制时,焊口一般来说可展开转动冲压,换气非常容易,这时一般来说选用堵板对管道内焊口两侧展开阻截换气展开为保护的方式展开腮红焊(见图表一),同时外侧用胶粘布展开阻截。
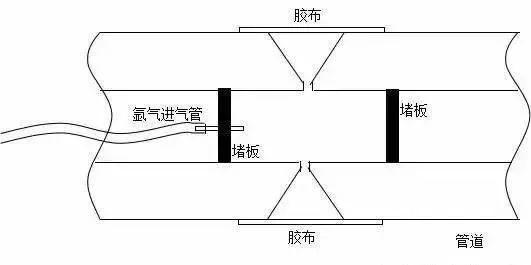 冲压时,应选用提前换气,滞后停气的工艺技术,外侧胶粘布边焊边撕去,由于堵板为胶皮与白铁皮共同组成,不易损坏,所以这种冲压方式能很好的保证焊缝内侧充满氩气及保证其纯度,从而有效地保证焊缝内侧金属不被氧化,保证了焊缝腮红焊的产品质量。
冲压时,应选用提前换气,滞后停气的工艺技术,外侧胶粘布边焊边撕去,由于堵板为胶皮与白铁皮共同组成,不易损坏,所以这种冲压方式能很好的保证焊缝内侧充满氩气及保证其纯度,从而有效地保证焊缝内侧金属不被氧化,保证了焊缝腮红焊的产品质量。
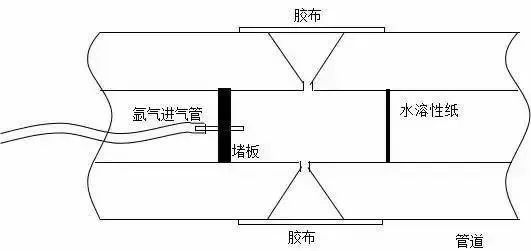
2.只选用脂类纸或选用脂类纸与堵板并重展开阻截换气为保护的方式(即实芯塞雷县+TIG+脂类纸)
上油道固定口安装冲压时,内侧换气比较困难,有的一侧较易展开阻截,在这种情形下,可选用脂类纸+堵板展开阻截。即易换气、好拆除的一侧用堵板展开阻截,不易换气、不好拆除堵板的一侧用脂类纸展开阻截,同时外侧用胶粘布粘贴焊缝展开阻截(见图表二)。
 钢制固定口冲压时,在很多情形下会出现焊缝两侧都无法换气,这时如何保证焊缝内侧充氩为保护就成为了一个难题,在当晚前述施工中,他们选用焊缝两侧用脂类纸展开阻截,从焊缝中心换气、外侧用胶粘布粘贴展开阻截的方式(见图表三),成功的解决了上述难题。
钢制固定口冲压时,在很多情形下会出现焊缝两侧都无法换气,这时如何保证焊缝内侧充氩为保护就成为了一个难题,在当晚前述施工中,他们选用焊缝两侧用脂类纸展开阻截,从焊缝中心换气、外侧用胶粘布粘贴展开阻截的方式(见图表三),成功的解决了上述难题。
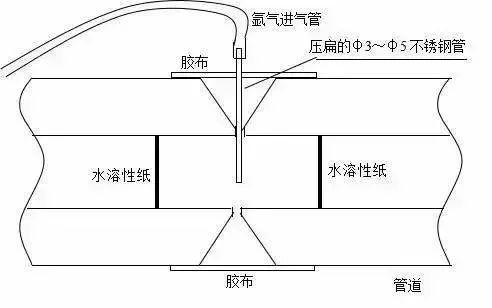 选用脂类纸阻截换气时,由于从焊缝中心换气,因此在最后的封口环节,应迅速拔掉换气管,利用里面的剩余氩气展开为保护,快速打完底,封好口。
选用脂类纸阻截换气时,由于从焊缝中心换气,因此在最后的封口环节,应迅速拔掉换气管,利用里面的剩余氩气展开为保护,快速打完底,封好口。
选用这种方式,应注意脂类纸应选用双层的,一定要粘贴好,否则容易造成脂类纸损坏、脱落而使内侧焊缝失去氩气的为保护,产生氧化,导致焊口割开重新施焊,既保证不了冲压产品质量,又严重影响了工期,因此冲压以前应严格检查,粘贴好脂类纸。
在很多施工当晚,他们都选用了此种冲压方式展开腮红,其产品质量能得到有效的保证,同时也有一定的施工难度,因此应选用仔细、技术熟练的焊工担任此项工作。
3.左上角不展开通氩气为保护,选用药芯塞雷县+TIG工艺技术
该方式在我国应用已有数年,现已生产出E308T1-1、E308LT1-1、E309T1-1、E309LT1-1、347T1-1、E316T1-1、E316LT1-1等药芯塞雷县,并已应用于当晚的冲压,取得了较好的经济效益。
由于左上角若无氩,其优点显而易见,主要表现为高效、简便、成本低,适宜于施工当晚安装。但药芯塞雷县由于其结构特点,操作时对焊工的要求较高,其送丝速度快,送丝准确度要求高,掌握有一定难度,焊工应经专门培训,技术熟练后方可参加冲压,在南京扬巴及国外工地,他们应用此方式,成功地解决了碰头口、返修口无法通氩气的问题。
4.左上角不展开通氩气为保护,选用药皮塞雷县(自为保护药芯塞雷县)+TIG工艺技术
20世纪90年代,日本的神钢等公司研制出了腮红塞雷县,近年来,我国也已研制开发出了钢制腮红塞雷县(即药皮塞雷县,如TGF308、TGF308L、TGF309、 TGF316L、 TGF347等),并应用于前述施工中,取得了良好的效果,在乌石化扩能改造项目他们就成功的运用了此方式。
钢制腮红塞雷县+TIG工艺技术的为保护机理是左上角焊缝利用塞雷县熔化产生的熔渣和其合金元素的冶金反应来展开为保护,正面焊缝依靠氩气、渣和合金元素展开为保护。
选用此种工艺技术,应注意下列操作要点:冲压过程中,焊把、塞雷县、焊件之间保持正确的夹角,理想的焊把喷嘴后倾角为70°—80°,塞雷县与焊件表面夹角为15°—20°;正确控制熔池温度,通过改变焊把与焊件的夹角、改变冲压速度等来改变熔池温度,从而保证焊缝成形美观(宽窄一致、不出现内凹、过凸等缺陷);
操作时,电流应比焊实芯塞雷县时稍大,焊把应稍作摆动,以使铁水和熔化的药皮加速分离,便于观察熔池和控制是否焊透;充填塞雷县时,最好送到熔池的1/2处,并向内稍压一下,以此手法来保证根部焊透、并防止出现内凹;
冲压过程中,塞雷县应有规则的送入、取出,并保证塞雷县始终处于氩气的为保护下,以免塞雷县端部被氧化,影响冲压产品质量;注意起弧、收弧处的冲压产品质量,起弧处应将点焊处打磨成45°缓坡,收弧时应注意产生弧坑、缩孔等缺陷。
选用药皮塞雷县腮红焊,焊缝内部不用通氩气,焊工操作起来简便、快捷,具有高效、低成本的特点,同时也能很好地保证冲压产品质量(在乌石化扩能改造项目,他们选用此法冲压碰头口、返修口共28道,冲压一次透视合格率100%),值得他们推广使用。
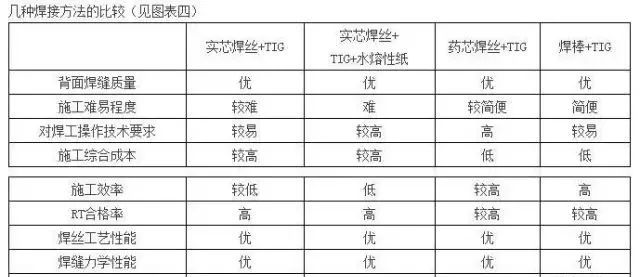
上面三种钢制腮红焊方式各有优缺点,在前述施工中,他们应依照当晚的具体条件,既要考虑施工成本的高低,又要考虑冲压产品质量及施工工程进度,合理地选择施工工艺技术。
本文由冲压技术整理,转发请备注来源
业务范围
主营:检验,检测,认证,培训,技术服务
✴ASME BPVC IX冲压工艺技术评定及焊工资质认定
✴功能安全SIL认证
✴AWS/ISO/ASME/EN冲压标准培训
✴材料理化试验、腐蚀试验(HIC、SSC)材料失效分析、裂纹尖端张开位移(CTOD)
✴AIAG-CQI-9持续产品质量改进(热处理系统评估)、CQI-15(冲压系统评估)
✴ISO 3834冲压体系认证(ISO 3834-1/-2/-3/-4/-5)、EN 1090 钢结构和铝结构的施 工、EN 15085轨道车辆和车辆部件的冲压体系认证
✴ISO 15614冲压工艺技术评定/ISO 9606欧标焊工资质认定/ISO 14732冲压操作工技能评 定/ISO 14555金属材料电弧螺柱焊工艺技术评定及焊工资质认定
✴CE符合性认证、CE-MD(2006/42/EC)、CE-CPR(305/2011/EU)
CE-PED(2014/68/EU)、CE-ATEX(2014/34/EU)、CE-SPVD(2014/29/EU)
✴阀门耐火试验、低泄露试验(API 624、ISO 15848等)、真空试验、密封圈防爆减压 试验认证
✴第三方检验服务:风机、塔器、撬装、LNG储罐、洗涤器、换热器、压力容器、
结构件、电梯、锅炉、阀门、管系、涂装、电气、仪表、无损检测等
✴涉及范围:桥梁、风电、机械、电气、承压设备、航空航天、轨道车辆,模块
联系电话
Roy:13816572097
Jason:15371733813

微信号:13816572097
长按二维码识别加微信


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~