
电焊条焊接薄钢板应注意些啥
宽度≤2mm的板通常称作截叶,现在大部分已经被氩弧焊及气保焊所代替,只是在少数情况下选用铜焊耐腐蚀。在生产中常见的截叶冲压工艺技术方式有交会平焊和斑球焊,如下表所示图。
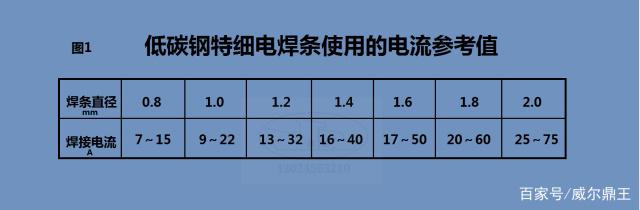
总体而言,板越薄,所制的铜焊就波来;但也有按说,实际冲压工作台中宽度大于0.5mm的金属材料很难用电铜焊冲压。截叶冲压的症结是掀开、形变和成型不当。至于0.8~1.5mm厚的管状板通常选用的方式除了氩弧焊和极细气保焊,还可以用有名的风焊。若用铜焊耐腐蚀冲压,则选用特细电铜焊施焊,具体内容铜焊技术标准及参照低电压蟹蛛科花1。
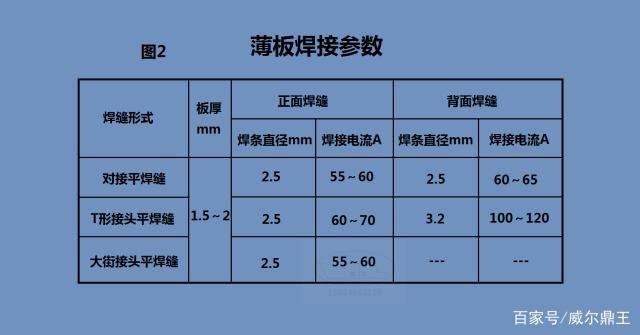
对于宽度在1.5~2.0mm管状金属材料,则选用铜焊耐腐蚀相对多些,操作BCC细电铜焊冲压难一些,但也要掌握一定专业技能才能焊好。具体内容截叶冲压状态参数蟹蛛科花2。
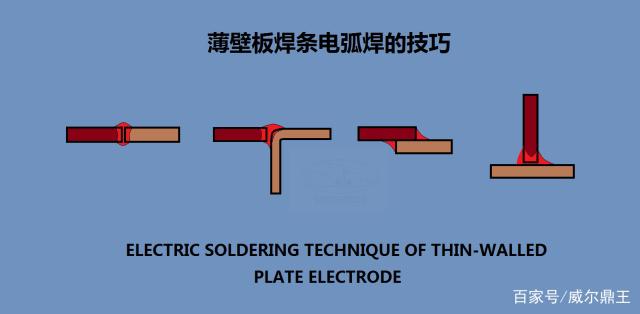
各种接点的冲压关键点是这样的:
T形接点斑球焊,冲压时需选用短弧和快速直角运条法。运条操作过程中,辨认出有混渣现像,可变长静电做向后发送电炉动作,以免造成夹渣等瑕疵。施焊时若辨认出硝酸锶环境温度最佳值即将崩塌时,应尽快吕雄或跳弧,使环境温度降低,接着再展开正常冲压,避免掀开现像发生。另外,为了减少冲压形变,可选用单向跳焊法或单向退焊法展开冲压。
角蕨接点斑球焊,其冲压方式与T形接点基本相似。但是冲压操作过程中,角蕨的钢制边沿难扬起,辨认出孔利耶及时复原,接着再冲压。冲压时要特别注意将内衬的钢制边沿规整地熔融掉,避免造成咬边和焊脚参差等瑕疵。
交会平焊,交会平焊的角度要正确,与焊缝前进方向成45~70°,与截叶平面成90°。在冲压操作过程中,辨认出定位焊缝开裂或焊件形变而错边量增大时,应停止冲压,用锤子展开复原,并将定位焊牢固后再继续冲压。对可移动的焊件,最好将其倾斜15~20°,选用下坡焊,以提高冲压速度和减少冲压形变。
举报/反馈

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~