
影响塑料焊接的4个常见错误
在塑胶冲压操作过程中,有三个基本要素对冲压气压和气密性有着重要负面影响。说出来很单纯——热能和阻力。但实际难题中情形却很复杂,他们往往须要围绕热能和阻力这三个基本要素,认真预测每一步的可能原因。
今天,他们讨论负面影响塑胶冲压中热能和阻力的4个常用严重错误。这些基本原理有助于你预测难题、补救。同时,这些基本原理适用于超音波冲压、需使冲压、阻尼磨擦冲压、红外线冲压、热空气冲压等。
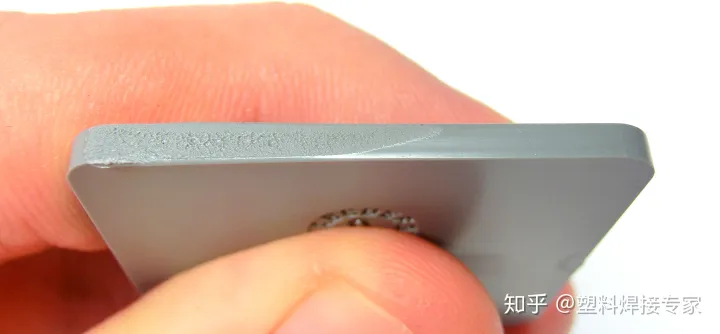
排列成焊筋没有全然碰触
为的是有效地造成热能(超音波冲压、阻尼磨擦),或是将热能传递到塑胶模块上(需使冲压、红外线冲压、热空气冲压),上下配件的排列成焊筋要全然吻合,或是与冷却器全然碰触。他们把焊筋表层上每个点都碰触的边线叫作熔化极点边线。假如预设了不正确的熔化极点边线,则冲压表层的一部分,将因难以造成足够多的热能,或是吸收足够多的热能,引致没有全然熔化和黏合。此种情形他们称之为冷焊或是虚焊。
为避免此种情形,他们可以进行单纯测试,如冲压较细的距离,接着检查和模块,确保整个焊筋表层有全数熔化的伤痕。假如伤痕显示有部分地区未熔化,则须要检查和漆包线和模块,调整直到表层有全数熔化的伤痕。
热能预设片面
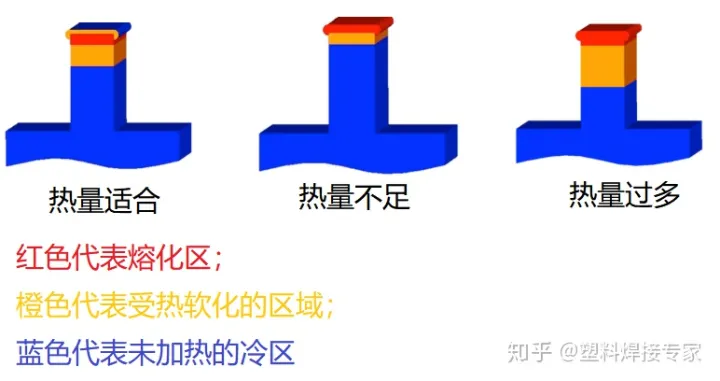
为的是同时实现高气压、高气密性的连接,须要将热能渗入塑胶焊筋中,以达至金属材料流动并与源自模块的自已的松弛金属材料结合。通过预设不同的冲压模块,如促发阻力、冲压速度、停留天数,来控制松弛金属材料的深度。
假如热能严重不足,则热能不会达至沟槽深处,难以逐步形成适合的松弛区,这将引致虚焊或是弱冲压。相反,假如热能过多,松弛区太大,则将难以施予足够多的Courtomer同时实现强冲压。
切换天数(Changeover)太长
对于需使冲压、红外线冲压和热空气冲压,塑胶被冷却后,冷却器松开,接着将三个模块以一定的阻力拼在一起。从冷却器离开到三个模块放在一起的天数,叫作切换天数(Changeover)。尽量减少切换天数非常重要。假如切换天数太长,会在熔化表层开始逐步形成角质,这会阻止三个模块上松弛地区的金属材料混和,负面影响冲压气压。因此,切换阶段要快速有效。
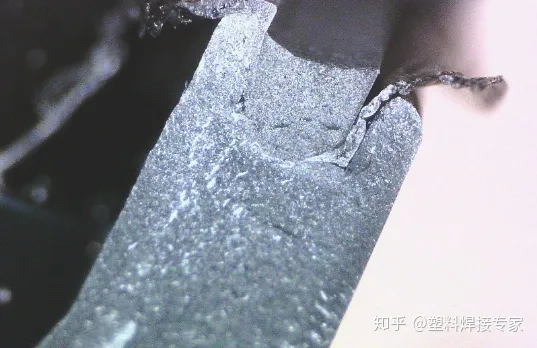
冲压阻力片面
在冲压阻力的作用下,源自三个配件的半熔化金属材料相互混和和成膜。假如冲压阻力严重不足,所以金属材料将不能充分混和,这会引致冲压不当。另一方面,假如冲压阻力过大,所以所有半熔化金属材料将被抽掉冲压地区,在两侧只留下冷区金属材料,引致冲压不当。如下图,在沟槽地区有明显的冷区介面,引致密闭不当。
能认真看到这里的,那多数是遇到了塑胶冲压的实际难题。希望以上内容能够开拓你预测难题的思路!


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~