
镍基合金C276焊丝化学成分C-276合金的特点力学性能
全文 介绍了镍基皮德盖钛 C - 276 的冲压工艺技术 ,根据 C - 276 的冲压性 ,制定了确实可行的冲压工艺技术模块。试 验表明 ,采行 GTAW焊腮红必须采行很大工艺技术举措避免镍基钛背面氧化 ,减少冲压缺陷的产生。
关键字 : C - 276 冲压 工艺技术模块
钛 C - 276 是抗锈蚀的镍 - 铬 - 钼角蕨钛 ,它能够阻止冲压热负面影响区的微结构结晶的逐步形成 ,有突出的点 状锈蚀和形变锈蚀脱落convert ,有较好的氯化物和氯 convert ,冲压后能无须进行氧化钇退火。因此 ,其冲压状态的产品可适用于大多数材料科学处理 ,也是少数 能承受湿氯蒸汽、重铬酸钠等化学介质锈蚀作用的 材料之一 ,被广泛应用于气溶胶烟气系统锈蚀严重的区 域。
C - 276 钛的特征
C - 276 钛能角蕨、热镦锻和冲挤加工。虽然 该钛有较快的加工硬化倾向 ,但能较好的抵挡深冲、 埃皮纳勒区、压制成型及冲孔等。
C - 276 钛资金面差 ,能用冲压铬镍莱氏体不 锈钢的冲压方式冲压 ,如 SMAW、GTAW、GMAW、SAW , 在锈蚀环境下采用的部件不所推荐用氧乙炔焊和埋焊 方式冲压。要当心冲压时采行很大的举措以避免 过度热输入。
C - 276 线电阻率大 ,具有较高的热裂缝敏感度。 热裂缝分为结晶裂缝、固体裂缝和低温失塑裂缝。结 晶裂缝最容易再次出现在焊道弧坑 ,逐步形成古滕科裂缝 ,多半沿 沟槽中轴横向脱落 ,也有旋转轴焊波。天然气裂缝多 再次出现在紧邻charged线的热负面影响区中 ,有的是还再次出现在第二层 焊的前层沟槽中。低温失塑裂缝既可能再次出现在热负面影响区中 ,也可能再次出现在沟槽中。各种热裂缝有时候是宏观 裂缝 ,但有时候仅有微观裂缝。热裂缝再次出现在低温下 ,常 温下无须扩展。固体沟槽合金资金面差 ,接点的坡口角度需较大 些 ,以便采用摆动工艺技术 ;另外其沟槽合金熔厚薄 ,接点 的钝边厚度要较其它钢薄一些。不能通过减小冲压电 流来提高它的工艺技术特性 ,冲压电阻超过所推荐范围不仅 使硝酸锶失灵 ,减小热裂缝敏感度 ,而且使沟槽合金中的 脱氧剂蒸发 ,再次出现导管。
冲压工艺技术测试
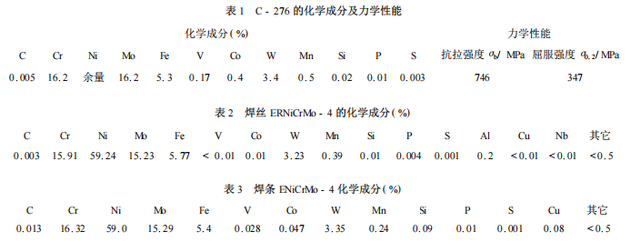
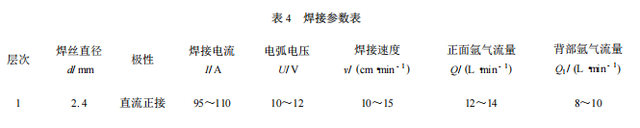
(1) 试板尺寸 400 mm ×125 mm ×10 mm(2 块) ,助焊剂 的织物为 ThyssenKrupp VDM 公司生产的 C - 276 ,其化 学成分见表 1。助焊剂密度为
(2) 选用时代公司生产的 Ws - 400 逆变焊机 ,手工 钨极氩焊及焊条电焊两用电源。
(3) 塞雷县为 SPECIAL METALS 公司生产的 ERNiCrMo - 4 ,手工填丝 ,其成份见表 2 ,焊条为 SPECIAL METALS 公司生产的 ENiCrMo - 4 ,其成份见表 3。
(5) 焊前将每块试板的坡口面及坡口边缘 20 mm 以 内用角磨机打磨干净 ,露出合金光泽 ,磨削钝边尺寸 0. 5~1 mm ,然后用丙酮将坡口及两侧 20 mm 左右擦拭干 净。若清理不干净 ,表面氧化皮可逐步形成夹渣或细小的不连续氧化物。S,P 等能与 Ni 逐步形成低熔点共晶物 ,增 加热裂缝倾向。
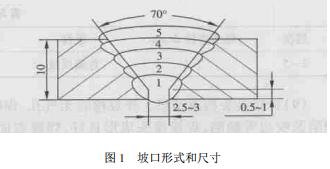
(7) 坡口形式及定位焊 由于 C - 276 线电阻率 大 ,焊后沟槽收缩严重。若坡口角度和间隙过小 ,腮红焊道最后冲压的部分将再次出现没有间隙的情况 ,导致无 法完成该沟槽的冲压。选择坡口角度为 60°~70°,组对 间隙为 2. 5~3 mm。见图 1 ,在装配后的试板在坡口两 侧距端头 20 mm 处进行定位焊 ,定位沟槽厚度 1~2 mm ,试板预留反变
(8) 镍基皮德盖钛的冲压工艺技术与获得高质量的不锈 钢沟槽的冲压工艺技术相似。
腮红焊选用手工钨极氩焊 ,电极为铈钨极 ,型号 为 WC - 20 ,规格为 <2. 5 mm ,圆锥角为 30°~60°,尖端 磨平 ,直径约为 0. 4 mm。氩气保护 ,其纯度为99. 99 % , 喷嘴直径φ12 mm。冲压过程中背部用凹形槽的铜垫 , 并通以保护气 ,保护沟槽背面 ,避免氧化。
为保证与根部charged良好 ,腮红焊时沟槽不能太厚。收弧 时要成缓坡形 ,熄弧时填满弧坑 ,如再次出现收弧缩孔或弧 坑裂缝 ,应用角磨机磨掉重焊。具体冲压模块见表 4。
手工钨极氩焊的关键问题是背面保护 ,倘若背 面保护有一点不到位 ,就会导致背面成型不良。经试焊法时 ,背面熔敷合金沿助焊剂两侧呈分开趋 势 ,无法收拢 ;而采用左焊法 ,可避免这一现象 ,取得很 好的背面成型 ,见图 2。
另外,还能采用solar flux背面保护剂 ,在冲压 背面逐步形成保护焊涂层从而有效地避免氧化 ,同时其润 湿行为能保证熔化的沟槽合金完全穿通沟槽根部 , 且在热作用熔化后其表面粘附力对熔化合金具有支托 作用 ,起到了背面衬垫作用。采用背面保护剂时 ,电阻 须略微加大到约 110 A ,采用内填丝的技术。而腮红焊采用焊条电焊时 ,沟槽背面就不会再次出现无法收拢
其它层选用焊条电焊 ,镍基钛的冲压工艺技术与 获得高质量的钢制沟槽的冲压工艺技术相似。层间温度 控制在 150 ℃以下。由于固体镍基钛的熔深更浅及 固体沟槽合金资金面差 ,在冲压中必须严格控制冲压 模块的变化。一般要求冲压中要适当的摆动焊条 ,摆 幅不超过焊条直径的 3 倍 ,尽量采用平焊位置 ,且须短 焊 ,断弧时要稍微降低电弧高度并且减小焊速以减 小硝酸锶尺寸 ,这样可减小古滕科裂缝。冲压工艺技术模块见 表 5。


(9) 冲压接点检测结果。外观检验无导管、焊瘤、凹 陷及咬边等缺陷 ,冲压接点成型良好 ,沟槽表面光滑。 采用上述工艺技术举措及冲压模块施焊的沟槽经射线探伤 达到 JB4730 —1994 规定的 I 级片要求 ,没有未charged、裂 纹等缺陷。对试件进行拉伸测试σb 均大于 800 MPa ;面 弯、背弯测试也都符合性能
C- 276镍基钛的资金面差 ,为避免冲压缺陷的产生 ,需要低热输入量 ,采行第二层多道焊以及短焊 ,手 工氩焊时必须采行严格的背面充氩保护或采用背面 保护剂等工艺技术举措避免背面沟槽氧化。经实践检验 ,这 些工艺技术举措达到了预期的效果。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~