
NS311耐腐蚀合金焊接工艺
NS311 虽然合金Ni这类是体心魔方内部结构,光谱学上的灵活性使它能比Fe能可容更多的钛原素,如Cr,Mo等,进而达至反抗各式各样自然环境的潜能;与此同时镍这类就具备很大的耐热潜能,特别是抗氯引发的形变锈蚀潜能。
NS311
C(%): ≤0.06
Cr(%): 28.0~31.0
Ni(%): 稳定度
Al(%): ≤0.30
Fe(%): ≤1.0
Si(%): ≤0.50
Mn(%): ≤1.20
P(%): ≤0.020
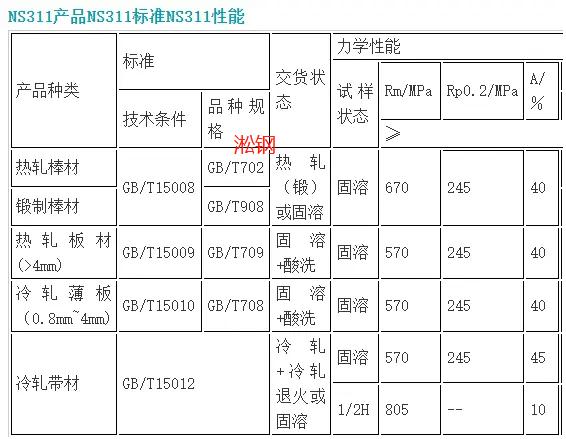
北京淞钢控股集团NS311金属材料操控性:
北京淞钢控股集团NS311冲压工艺技术:
A. 淞钢冲压参数
耐热钛的冲压参数见表3。
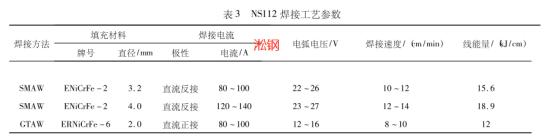
高镍钛冲压时熔深浅,而且焊缝合金具备粘附性,焊工施焊时习惯采取提高冲压电流的方法来提高焊缝合金的流动性,但冲压电流的提高并不能提高熔深和焊缝合金的流动性,相反带来许多不利的影响,超过表3中推荐的冲压电流会导致熔池合金的过热,引发焊缝合金脱氧剂的蒸发而产生气孔,过大的冲压电流还会使焊条过热而引发药皮开裂并脱落、电弧吹力损失、微量原素烧损等不利影响,造成焊缝出现缺陷,所以冲压时很大要严格按表3中的工艺技术参数进行冲压。
B. 淞钢其它工艺技术措施
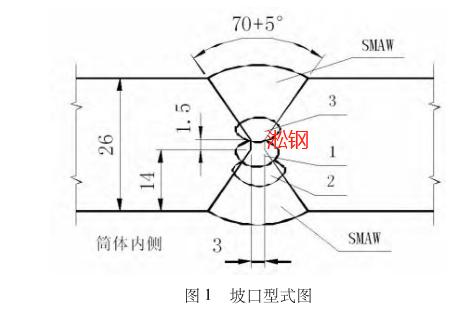
冲压时,先在筒体内部用氩弧焊冲压两层(见图1),打底焊靠近定位焊点时先暂停冲压,把定位焊点打磨干净,确认无裂纹后再继续冲压,打底焊焊缝背面用保护罩通氩气进行保护,气体流量为15L/min。冲压第三层时,先把焊缝表面打磨干净,然后用PT无损检测确认无裂纹后再冲压。其余各层采用焊条电弧焊填充。冲压时,焊工应采用适当摆动焊条的方法来弥补焊缝合金流动性差的问题,摆动焊时,焊条摆动幅度不要超过3倍的焊条直径,与此同时摆动到坡口两侧时,应稍作停留以防止焊缝产生咬边或夹渣缺陷;焊条电弧焊时,还尽量压低电弧进行冲压;NS112冲压大部分裂纹都出现在凹形焊道中,所以焊道应尽量焊成凸形。
C.淞钢焊缝返修
按上述冲压工艺技术措施冲压后,焊缝经100%RT无损检测后大部分良好,所有纵环缝总共有十几处小裂纹,经返修大部分裂纹一次返修合格,但有四五处裂纹一直返修不好,甚至出现裂纹扩展的情况。经分析,虽然裂纹细小,刨开焊缝合金时裂纹不易发现,焊好后又在原来裂纹边上出现新的裂纹,后经分析讨论,决定采用"替换法"进行返修,先对照X射线底片,将裂纹处焊缝合金刨开深度为16mm、长度为裂纹两侧延长15mm,PT检测缺陷后用焊条焊满,然后将焊缝背面用同样的方法进行返修,也就是把原来焊缝合金全部替换掉。采用替换法工艺技术措施返修后,所有焊缝均一次返修合格。



相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~