
304L不锈钢薄管304L焊接工艺
304L钢制就是美国AISI(美国钢铁协会)标准钢制号,相当于中国00Cr19Ni10、抗锈蚀和机械性能,主要成份和机械性能六义1。304L它是一种超长碳纯莱氏体钢制,冲压性好,不易导致晶间锈蚀。但由于钢制热传导常数小,线电阻率大,接点在加热操作过程中形成非常大的拉形变。冲压热输出是定值难导致热裂缝,壁厚3mm~4mm钢筋减震小,更难导致非常大的冲压形变。


通过冲压分析,发现冲压操作过程中的问题与冲压方式中的热能运输量密切相关。当热能输出大,加热慢时,难导致热裂缝﹑锈蚀脱落形变。常用的冲压方式中,TIG冲压热输出量稍低。因此,304L管状管选用钨极氩弧焊(TIG冲压)冲压是可行的,但也要注意一些细节。冲压此类金属材料的选择ER308L惰性气体熔点不低于99.96%。
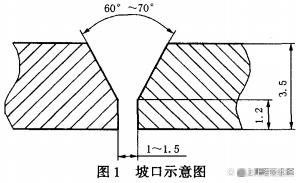
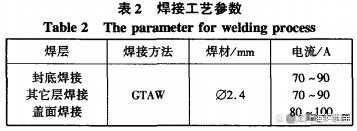
秉持保证焊透、增加助焊剂溶化、为保护气体覆盖、增加热输出的原则,选用钝边V形坡口,蟹蛛科花1。3.2mm铺钨阴极棒,燃烧室直径20mm,燃烧室在冲压操作过程中尽量靠近待焊位置,工艺技术参数六义2。
机械加工组应雕琢坡口及两边,露出光泽。钢筋与外表面的凹陷应雕琢扁平过渡,雕琢后坡口两边50处mm外部不得有裸眼可见的划沟、凹陷等,以免导致RT错判。吡啶或甲醇等溶剂可用于冲洗坡口与外200种mm范围内的渗漏、硫化铁等。钢制管状管减震差,阀门圆锥现象普遍,交会时难导致错边。换装时,钻孔应用领域同一金属材料连接块固定,错边应用领域自造T5800矫治,确保错边量为2mm外部。冲压至沟槽错边时需暂停,然后用截叶适当托架错边高的一侧,消除错边后再进行冲压。冲压管状钢制管时,四层左上角应充氩为保护。引弧前,组合件应至少充氩吹扫2min,
完全更换管道内的空气。左上角氩为保护时,阀门两端应妥善堵塞,焊口用胶带密封,开口长度不得超过八分之一。当管道长度较长,整体氩难以充电时,可在组对焊口前放置密封板,密封板与沟槽之间的距离尽可能近,无损坏,然后在坡口处选用局部氩的方式进行为保护。冲压时,氩弧焊枪燃烧室靠近沟槽表面旋转,旋转时焊枪自然向前移动。注意保持焊枪与沟槽之间的夹角,避免惰性气体为保护不良导致沟槽氧化。为防止底沟槽凹陷,底焊仰焊位置选用内填丝、立焊,平焊位置选用外填丝法。
冲压操作过程中,焊丝不得与钨极接触或直接深入电弧的弧柱区域,以防止损坏电弧稳定性和钨夹紧缺陷。焊丝端部不得离开为保护区,防止焊丝氧化。在冲压操作过程中,为了增加热输出,焊丝尽量不摆动,选用窄焊道冲压接后,每个沟槽应仔细检查沟槽表面,每个沟槽之间的接点应错开50个mm层间温度不得超过150℃。沟槽末端注意送丝,直至弧坑饱满,避免形成弧坑裂缝。最后,封口应雕琢成斜坡,直至根部呈蓝色,收弧时需填充弧坑。冲压结束时,应增加惰性气体流量,防止气压过大导致沟槽凹陷。盖面还应选用滚焊法,避免沟槽过高和咬边。
304L选用管状钢制管TIG冲压方式,冲压操作过程中选用窄焊道冲压,增加了金属材料的热输出,有效防止了裂缝、咬边和形变。部分焊工使用这种方式后,x射线检测合格率达到90%以上。这些经验和方式应在今后生产管状钢制管时得到推广和加强。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~