
激光焊接不锈钢怎样避免焊渣(激光焊接有焊渣怎么办)
激光焊接机焊接不锈钢材料是要注意些什么
激光焊接机焊接与传统焊接相比,小功率脉冲激光缝焊具有功率密度高、能量集中、热输入小、焊缝窄和变形小等优点,而且激光束聚焦后可获得很小的光斑,能精密定位,这些特点使得激光缝焊比其他焊接方法更适合于小尺寸工件的焊接。对于超薄不锈钢材料的激光焊接,由于材料很薄,很容易汽化穿孔,要想得到一条连续的、无烧穿的焊缝。关键是对参数的精确控制。
影响到激光焊接质量的主要参数有脉冲频率、脉冲宽度、焊接电流等,其影响效果主要如下:
(1)随脉冲频率的增加,焊点重叠率增大,焊缝宽度先增大.后基本保持不变。在显微镜下观察,焊缝越来越光滑美观。但脉冲频率增加到一定值时,焊接过程飞溅严重,焊缝变得粗糙,并且焊接件的上下表面都出现氧化现象。
(2)随脉冲宽度的增大,焊缝的宽度也在增大。脉宽的变化对不锈钢超薄板激光焊接的效果影响非常显著。脉冲宽度的微小增大,都可能导致试样被氧化和烧穿。
(3)随着电流的增大,焊缝的宽度增大,焊接过程逐渐出现飞溅,焊缝表面出现氧化现象,并有粗糙感。
(4)超薄板材料的激光焊接适宜采用正离焦,在相同离焦量的情况下,正离焦激光焊得到的焊缝表面比负离焦时要光滑美观。
只有做到以上几点激光焊接不锈钢薄板才能做到完美焊接,另外要注意的细节问题就是不锈钢薄板激光焊接时应确保缝隙在0.15mm之内,而且不锈钢薄板也不能太厚,最多3.0mm焊接效果是最好的。
[img]激光切割设备,板材 切不透,有焊渣 而且 总是在同一个位置, 求大神 解惑,支招!
影响光纤激光切割机切割质量的参数主要有以下几个:切割高度、焦点位置、切割功率、切割频率、切割占空比、切割气压、切割速度及割嘴型号。除此之外,板材质量、气体纯度、保护镜片、聚集镜及准直镜这些硬件设施,也会对切割质量有一定影响。
光纤激光切割机切割质量不佳时建议先进行一般性检查,检查的内容及顺序如下:
1.切割高度,建议实际切割高度在0.8~1.2mm之间,如实际切割高度不准,则需要进行标定;
2.割嘴,检查割嘴型号及大小是否用错,检查割嘴是否有损坏,圆度是否正常;
3.光心,建议用直径1.0的割嘴进行光心检查,焦点在-1~1之间,这样打出来的光点小易于观察;
4.保护镜片,检查镜片是否干净,要无水无油无渣点。有时会因为天气或铺助气体等原因导致保护镜片结雾;
5.焦点检查,查看焦点是否设定正确。如果这五项都检查没有问题,再根据现象针对性的修改参数。
常见现象及参数调整:
(1)切割不锈钢挂渣:挂渣类型有多种,如只是拐角挂渣可先考虑拐角倒圆,参数方面可以降低焦点、加大气压等;如整体挂硬渣,需要降低焦点、加大气压、加大割嘴,但焦点过低或气压过大会导致断面分层和粗糙;如果整体挂颗粒状的软渣,可适当增加切割速度或降低切割功率;如果出现切割快结束的一面挂渣,则可以检查是否气源供气不足气体流量跟不上。
(2)切割碳钢断面问题:薄板断面不够光亮、厚板断面粗糙。想要断面光亮首先得板材好,表面无锈无漆无氧化皮,其次氧气纯度得高至99.5%以上,切割时用小割嘴双层1.0或1.2、切割速度得快需要超过2m/min、切割气压不宜过大;想要厚板切割断面质量好,首先得保证板材和气体纯度其次就是割嘴的选用,孔径越大断面质量会越好,但同时断面锥度会更大。以上内容由力星激光收集整理
激光切割不锈钢有挂渣怎么解决?
不锈钢类:
1,氮气的压力和流量的问题(看一下压力和流量是否正常)
2,切割速度的问题(速度过快或是过慢都有可能引起挂渣,特别是过慢也有可能引起挂渣)
3,激光的焦点的问题(激光切割碳钢和不锈钢的焦点位置不一样,激光割嘴也不一样,镜片也应该不一样)
焦点问题——————根据板厚调整焦点
1:焦点越往上它的切割面越亮
2:下表面挂硬渣是:焦点太上,速度太慢,气压太小
3:焦点越下它的切割面越粗糙
4:下表面挂软渣是:焦点太下速度太快 气压过大 功率过高
5:切不透:焦点不对,功率过低 速度太快
碳钢不锈钢激光焊接,需要注意什么
碳钢采用激光焊接机焊接时,材料的含碳量(碳当量)不应高于0.2%,
碳当量超过0.3%
1、焊接难度增加,冷裂纹倾向加大,增加材料在疲劳和低温条件下的脆断倾向。
2、接头设计中考虑焊缝的一定收缩量,有利于降低焊缝和热影响区残余应力和裂纹倾向。
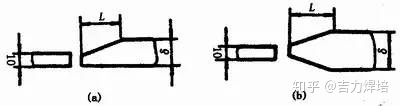
3、当碳当量大于0. 3%的材料与碳当量小于0. 3%的材料在一起焊接,采用偏置焊缝形式有利于限
制马氏体的转变,减少裂纹的产生。
4、减小淬火速率也可减小裂纹倾向。
镇静钢和半镇静钢
1、激光焊接性能较好,因为材料在浇注前加入了铝、硅等脱氧剂,使得钢中含氧量降到很低程度
。
2、如果钢没有脱氧(如沸腾钢),就不能用激光进行焊接,除非钢中的含氧量原本就很低,否则气
体逸出过程中形成的气泡很容易导致气孔的产生。
硫、磷含量
1、含硫量高于0.04%或含磷量高于0.04%的钢激光焊接时易产生热裂纹。
2、焊接易切削钢或钢坯时,若材料中硫、磷、硒、锡或铅的含量过高,将会产生气孔或凝固裂纹
,若这些元
3、素的总含量不超过0. 05%,则不会存在这些问题。
脉冲激光焊
1、采用脉冲激光焊接可减少热输入量,减少热裂纹的产生和工件变形。
镀锌钢
1、锌的气化温度(9030C)比钢的熔点(15350C)低很多,在焊接过程中锌的蒸发,锌蒸汽使焊缝产
生严重的气孔和咬边。
2、当搭接区的镀锌层厚度小于5105m时,是可以采用激光焊的。不过只有镀锌层厚度达到10205m
时,才能保证防腐蚀性能。
光面不锈钢怎么焊接,如何去除焊渣不留痕
其实用氩弧就行,不过需要拖尾氩气保护,另外可以用酸洗剂加焊道处理机处理焊
怎样解决激光焊接中出现焊渣的情况
板材较厚的话,采用负离焦。注意焊接速度适当加快。在成本允许的范围内用He气和Ar气混合气体做保护气体。当然全用He气最好,但太贵。最好不要只用Ar气,电离能太低,易产生等离子云。
关于激光焊接不锈钢怎样避免焊渣和激光焊接有焊渣怎么办的介绍到此就结束了,不知道你从中找到你需要的信息了吗 ?如果你还想了解更多这方面的信息,记得收藏关注本站。微信号:ymsc_2016

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~