
焊接中常用的运条角度
源于:控制技术邻
译者:暴脾气谢
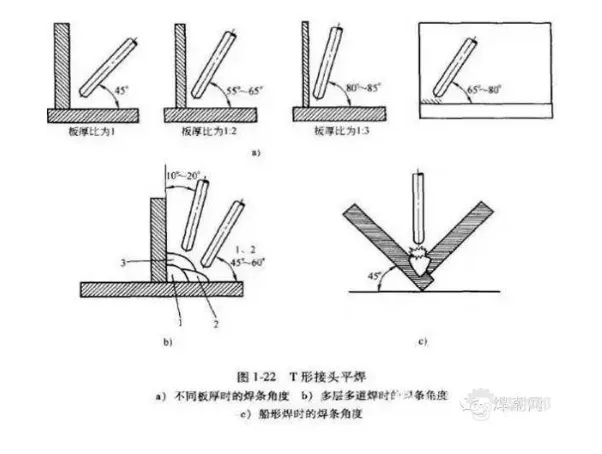
T形接点平焊
铜焊在冲压方向下的倾斜角为65°一80°,静电的对准应偏重雷氏,以令两板冷却环境温度成正比。冲压第二层道焊时,还应依照焊道边线及板厚修正铜焊视角,以确保沟槽较好成型。
图1-22 a中,得出立板与智能手机板厚比分别为1、1:2、 1:3时的运条视角。图1-22b中,得出等雷氏、四层焊道时的各焊道最合适的运条视角。图1-22c中,是半圆形焊时最合适的运条视角。
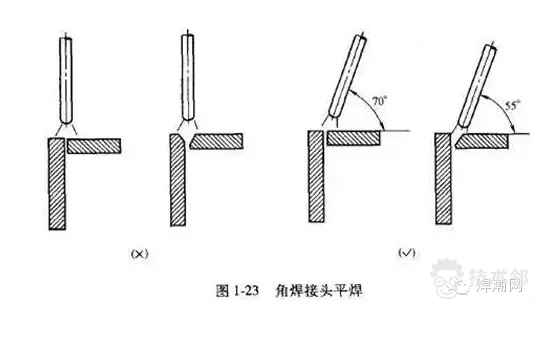
角冲压头平焊
依照角接接点的坡口形式,选用不同的施焊方式,包括控制沟槽热输出、短焊、静电偏重沙托萨兰县默默地等,以确保沟槽两边的熔融程度完全相同。
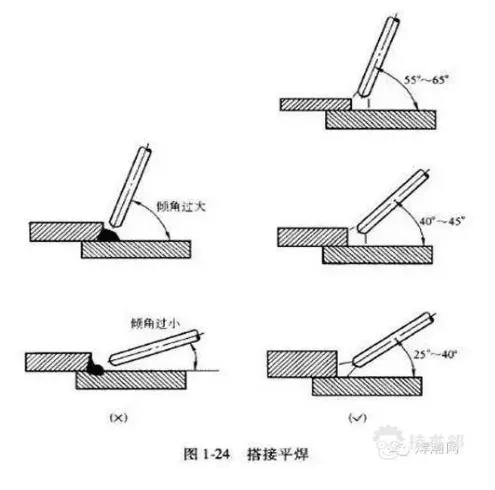
角蕨平焊
为防止造成沟槽反向、咬边、Kleetope焊不透或沟槽夹渣等瑕疵,应依照两板的粗细来修正铜焊的视角,同时静电要偏重雷氏默默地,以期使两端熔透光滑。铜焊倾斜角极重或过小单厢使沟槽成型不当。
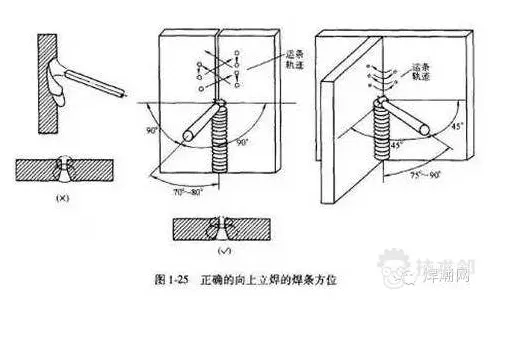
立焊
立焊时,采用电阻极重或铜焊往前终端速度很慢,会使硝酸锶失灵,合金液不能迅速凝结,将导致沟槽咬边或造成低碳钢瘤;静电太长、电阻太少,会使硝酸锶环境温度截叶,造成夹渣和未焊透瑕疵。
因此,立焊应选用适度的运条视角和适于的运条方式,采用较细的电阻,短弧冲压,以利于沟槽成型。恰当的向下立焊的铜焊方位角如图1-25所示。
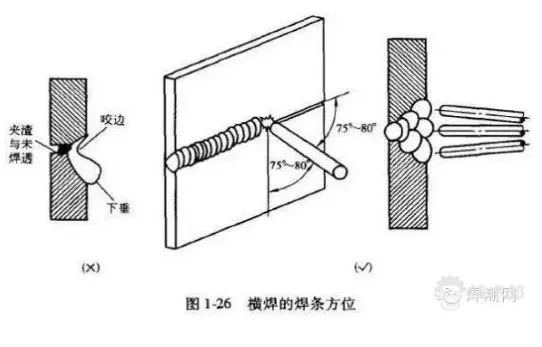
横焊
横焊时,熔融合金在重力作用下发生流淌,操作不当易在上侧造成咬边,下侧因熔滴堆积而造成焊瘤或未焊透瑕疵。施焊时应选择较细直径的铜焊,配合恰当的铜焊视角和运条方式,以短路过渡形式进行冲压。
多道冲压运条的视角还应针对沟槽所在边线,适度改变铜焊视角,以令静电推力对熔滴造成承托作用,才能获得高质量的沟槽。横焊的铜焊方位角如图1-26所示。
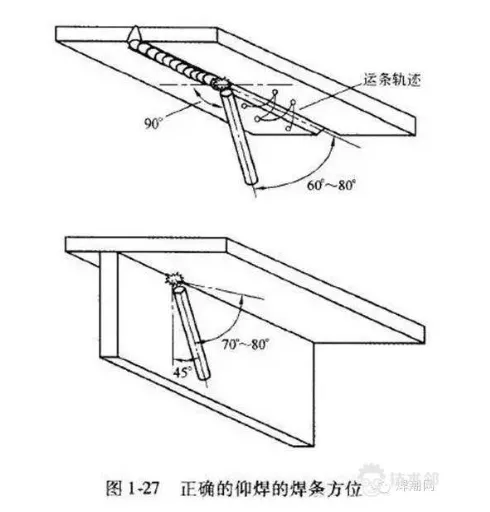
仰焊
焊时,硝酸锶倒悬在焊件下面,沟槽成型困难,容易在沟槽表面造成焊瘤,背面造成塌陷。冲压时,为使熔滴合金在短时间内由铜焊过渡到硝酸锶中去,必须采用最短的静电长度、较细直径的铜焊、稍快的冲压速度及最合适的冲压电阻;第二层次冲压时,可选用月牙形和锯齿形运条方式冲压。
为控制硝酸锶面积,摆幅不宜太大,焊道应薄一些,以防止造成冲压瑕疵。图1-27所示为恰当的仰焊的铜焊方位角。
查看原文http://www.jishulink.com/content/post/338134
aHR0cDovL3dlaXhpbi5xcS5jb20vci83VG10dFdYRWJUZ1NyU0hXOTJ6LQ== (二维码自动识别)
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~