
钢材焊接如何选焊丝,焊接知识分享!
不论是厂房大型专精电路板还是工程当晚研磨,涉及到废钢纺织品的冲压,都需要专精的冲压人员运用专精的冲压技术采用相关联可信的冲压金属材料,来实现废钢之间的相连。不光是厂房内成品钢玻璃幕墙铝型材的研磨冲压上,既要确保冲压的武艺耐热,又要确保冲压接合处的耐用度、弯曲度。责任编辑首先从怎样优先选择塞雷县,到冲压USB分类开始侧发力传授。
塞雷县换用要考量的因素如下表所示
1、依照被焊内部结构的钢种优先选择塞雷县
对钢制及低合金武艺高强钢,主要就是按等强相匹配的原则,优先选择满足用户机械性能明确要求的塞雷县。对耐热钢和耐候钢,主要就是著重考量沟槽金属与助焊剂成份的一致或相似,以满足用户对机械性能和抗腐蚀等方面的明确要求。
2、依照被焊组件的产品质量明确要求(不光是冲击韧性)
优先选择塞雷县与冲压前提、坡口花纹、为保护液体混合比等工艺技术前提有关,要在确保冲压接点性能的前提下,优先选择达到最大冲压工作效率及降低冲压成本的冲压金属材料。
3、依照当晚冲压边线
相关联于被焊钻孔的板厚优先选择所换用的塞雷县直径约,确定所采用的低电压,参照各化工企业的产品介绍资料及采用经验,优先选择适合于冲压边线及采用电阻的塞雷县车牌号。
冲压工艺技术性能主要包括静电灵活性、倾倒微粒大小及数量、脱渣性、沟槽外形与花纹等。对钢制及玻璃钢的冲压(不光是全自动焊),主要就是依照冲压工艺技术性能来优先选择冲压方法及冲压金属材料。
药芯塞雷县的换用
药芯塞雷县的冲压具有工艺技术性能好、沟槽产品质量好、对废钢的适应能力强等缺点,有着宽广的应用前景。药芯塞雷县可用作冲压多种类型的钢内部结构,主要包括低钢制、低合金武艺高强钢、高温钢、耐热钢、钢制及耐热堆焊等。所采用的为保护液体有CO2和Ar+CO2两种,前者用作普通内部结构,后者用作重要内部结构。药芯塞雷县适宜自动或全自动冲压,三相或交流电阻均可。
1、低钢制及武艺高强钢用药芯塞雷县
低钢制及武艺高强钢用药芯塞雷县的品种多、用量大,大多数为钛型渣系,冲压工艺技术性好,冲压生产率高,主要就用作造船、桥梁、建筑、车辆制造等部门。低钢制及低合金武艺高强钢用药芯,塞雷县品种较多,从沟槽强度级别上看,490MPa级和590MPa级的药芯塞雷县已普遍适用;从性能上看,有的著重于工艺技术性能,有的著重于沟槽机械性能和抗裂性能,有的适用作主要包括向下立焊在内的全边线焊,也有的专用作角沟槽。
2、钢制用药芯塞雷县
钢制药芯塞雷县具有工艺技术性能好、机械性能稳定、生产工作效率高等特点,国外近年来应用作石化、压力容器、造船和工程机械等行业。目前钢制药芯塞雷县的品种已有20余种,除铬镍系钢制药芯塞雷县外,还有铬系钢制药芯塞雷县。塞雷县直径约有0.8mm、1.2mm、1.6mm等,可满足用户钢制薄扳、中板及厚板的冲压需要。所采用的为保护液体多数为CO2,也可采用Ar+(20%-50%)CO2的混合液体。
3、耐热堆焊用药芯塞雷县
为了增加耐热性或使金属表面获得某些特殊性能,需要从塞雷县中过渡一定量的合金元素。随着药芯塞雷县的问世,这些合金元素可加入药芯中,且研磨制造方便,故采用药芯塞雷县进行埋弧堆焊耐热表面是种常用的方法,并已得到广泛应用。此外,在烧结焊剂中加入合金元素,堆焊后也能得到相应成分的堆焊层,它与实芯或药芯塞雷县相配合,可满足用户不同的堆焊明确要求。
自为保护药芯塞雷县
自为保护塞雷县是指不需要外加为保护液体或焊剂,就可进行静电焊,从而获得合格沟槽的塞雷县。自为保护药芯塞雷县是把作为造渣、造气、脱氧作用的粉剂和金属粉置于钢皮之内,冲压时粉剂在静电作用下变成熔渣和液体,起到造渣和造气为保护作用,不用另加液体为保护。
自为保护药芯塞雷县的熔敷工作效率明显比焊条高,野外施焊的灵活性和抗风能力优于其他液体为保护焊,通常可在四级风力下施焊。因为不需要为保护液体,适宜野外或高空作业,故多用作安装当晚和建筑工地。
自为保护塞雷县的沟槽金属塑、韧性,一般低于带辅助为保护液体的药芯塞雷县。自为保护塞雷县目前主要就用作低钢制冲压内部结构。此外,自为保护塞雷县施焊时烟尘较大,在狭窄空间作业时要注意加强通风换气。
塞雷县的优先选择如此重要,为了施焊达到预期效果,一定要优先选择合适的,产品质量过硬的品牌塞雷县。
冲压基础知识总结
冲压接点的型式:接点主要就有对接、角接、T形接和搭接等4种。
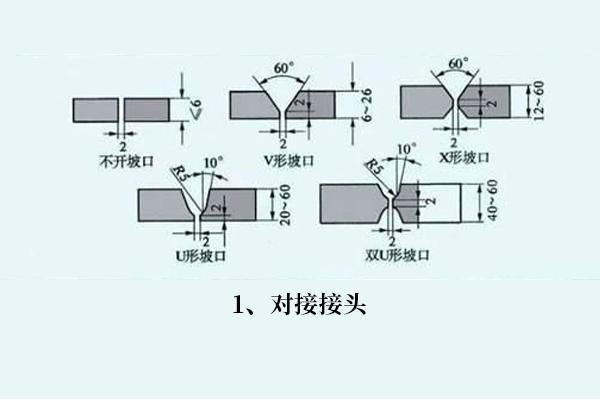
1、对接接点
两焊件端面相对平行的接点,称为对接接点。是冲压内部结构中采用最多的一种形式。依照坡口形式的不同,可分为I形、V形、X形、U形和双U形等。
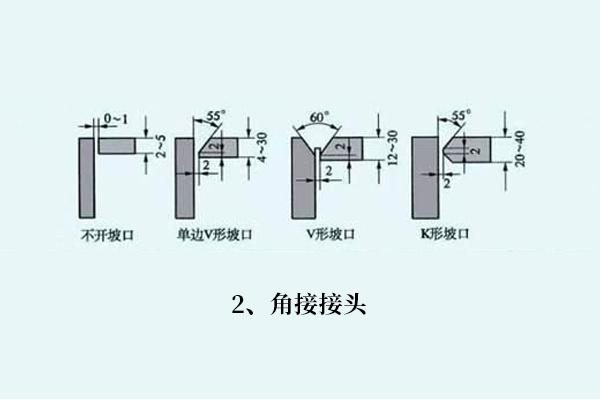
2、角接接点
两焊件端面间构成300-1350夹角的接点,称为角接接点。依照坡口形式的不同,分为不开坡口、单边V形、V形及K形等4种形式
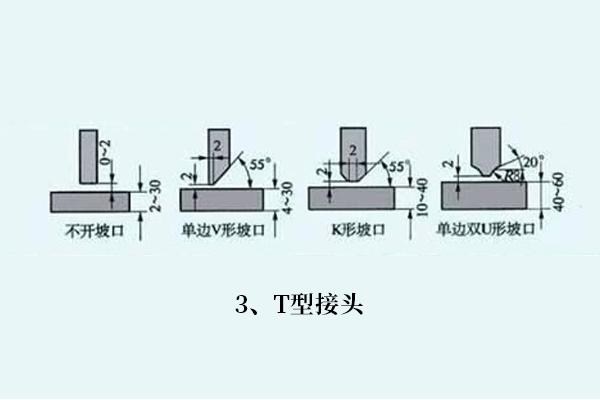
3、T形接点
一焊件端面与另一焊件表面构成复角或近似直角的接点,称为T形接点。其应用范围仅次于对接接点。依照坡口形式不同,分为不开坡口、单边V形、K形和双U形等4种。
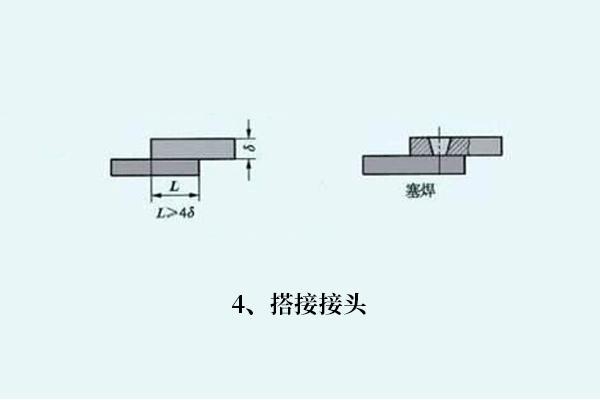
4、搭接接点
两焊件部分重叠构成的接点,叫搭接接点。依照内部结构形式和对强度明确要求不同,分为不开坡口、圆孔内塞焊和长孔内角焊等3种。
文章图片等素材来源于网络,侵删
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~